
The pursuit of high-precision motion control in advanced fields such as aerospace robotics, satellite pointing mechanisms, and precision manufacturing has placed stringent demands on power transmission components. Among these, the harmonic drive gear stands out due to its unique combination of high reduction ratios, compactness, zero-backlash design, and high torque capacity. However, the very principle that enables these advantages—the elastic deformation of the flexspline—also introduces complex non-linear dynamics that manifest as transmission error. Dynamic transmission error (DTE), defined as the instantaneous deviation between the theoretical and actual output position for a given input, is a critical metric for evaluating the performance and precision of any gear system. For harmonic drive gears, understanding the nature, sources, and influencing factors of DTE is paramount for pushing the boundaries of application where micron-level accuracy is required.
This article presents a comprehensive analysis of dynamic transmission error in harmonic drive systems, synthesizing theoretical foundations with empirical experimental data. The core of our investigation revolves around quantifying how operational parameters, specifically load torque and input speed, influence the DTE spectrum. We employ advanced signal processing techniques to deconstruct the error signal, moving beyond simple peak-to-peak measurements to understand the frequency-domain composition and its implications for system performance. Our goal is to provide a detailed resource that elucidates the complex error generation mechanisms within harmonic drive gears and offers insights for their design optimization and application.
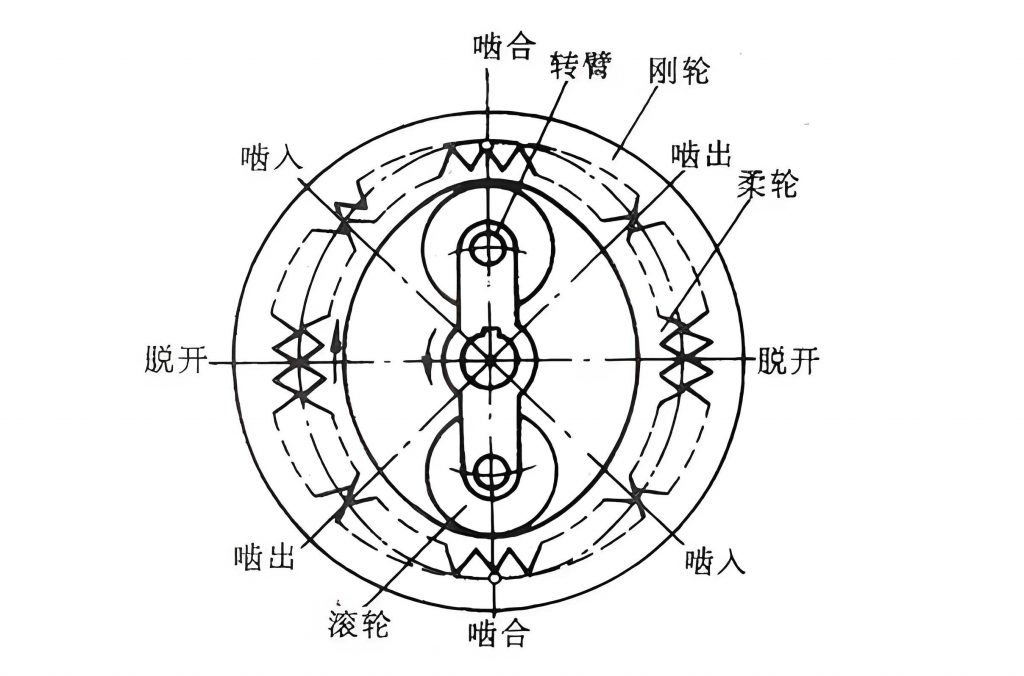
The fundamental operating principle of a harmonic drive gear involves three primary components: the circular spline (a rigid internal gear), the flexspline (a thin-walled, compliant external gear), and the wave generator (an elliptical bearing assembly). The wave generator, typically connected to the input shaft, deforms the flexspline into an elliptical shape, causing its teeth to engage with those of the circular spline at two diametrically opposite regions. The key to the high reduction ratio lies in the tooth count difference between the two splines. A common configuration has the flexspline with two fewer teeth than the circular spline. Therefore, for each full revolution of the wave generator, the flexspline deflects in a wave-like motion, causing a relative angular shift equivalent to two teeth. If the flexspline is held stationary, the circular spline rotates slowly in the opposite direction to the input, achieving speed reduction. The kinematic relationship is given by the reduction ratio \( i \):
$$ i = \frac{N_c}{N_c – N_f} $$
where \( N_c \) is the number of teeth on the circular spline and \( N_f \) is the number of teeth on the flexspline. For the system studied here, \( N_c = 242 \) and \( N_f = 240 \), yielding \( i = 121 \).
The theoretical output position \( \theta_{l, theory} \) is calculated from the measured input position \( \theta_m \) as \( \theta_{l, theory} = \theta_m / i \). The dynamic transmission error \( \theta_{TE} \) is then the deviation from this ideal:
$$ \theta_{TE} = \theta_{l, theory} – \theta_l = \frac{\theta_m}{i} – \theta_l $$
where \( \theta_l \) is the actual measured output position. A positive \( \theta_{TE} \) indicates the output lags behind its theoretical position.
The generation of DTE in a harmonic drive gear is multifaceted, arising from a superposition of manufacturing imperfections, assembly misalignments, and intrinsic non-linearities of the meshing process. We can categorize the primary error sources and their characteristic frequencies relative to the input shaft rotational frequency \( f_{in} \).
| Error Source | Physical Cause | Characteristic Frequency | Remarks |
|---|---|---|---|
| Circular Spline Manufacturing Error | Geometric and kinematic eccentricity during gear cutting. | $$ 2f_{in}(1 – 1/i) $$ | For high reduction ratios, this approaches \( 2f_{in} \). |
| Flexspline Manufacturing Error | Eccentricity and tooth profile errors on the flexspline. | $$ 2f_{in} $$ | Directly related to the dual-wave meshing action. |
| Wave Generator Eccentricity | Imperfections in the cam or bearing assembly. | $$ f_{in} $$ (rotating) or $$ 2f_{in} $$ (stationary) | A critical source influenced by component quality. |
| Meshing Transmission Error | Non-linear tooth contact deflection, varying engagement depth across the mesh zone. | $$ 2f_{in} $$ | The primary intrinsic error source; load-dependent. |
| Assembly Eccentricity | Misalignment of input shaft, flexspline mounting, or circular spline housing. | $$ f_{in}, 2f_{in}, 2f_{in}(1-1/i) $$ | Input shaft misalignment at \( f_{in} \) is often significant. |
| Cumulative Mesh Error | Progressive error accumulation over several mesh cycles due to load distribution and elastic memory of the flexspline. | Sub-harmonic of \( 2f_{in} \) (e.g., $$ \frac{2}{3}f_{in}, \frac{2}{6}f_{in} $$) | A low-frequency, high-amplitude component crucial for long-term positioning accuracy. |
The dynamic behavior results from the complex interaction of these error sources. The unique aspect of harmonic drive gear transmission error is the significant role of the cumulative, low-frequency error, which is not merely a simple sinusoid but a modulation effect stemming from the sequential loading and unloading of multiple tooth pairs within the engagement regions.
To dissect the DTE signal, we employ two powerful signal processing tools: Discrete Fourier Transform (DFT) and Hilbert-Huang Transform (HHT). The DFT provides the classical frequency spectrum, identifying the periodic components present in the signal. For a finite-length sequence \( x(n) \) of length \( N \), the DFT is defined as:
$$ X(k) = \sum_{n=0}^{N-1} x(n) e^{-j 2\pi k n / N}, \quad k = 0, 1, …, N-1 $$
This reveals the amplitude of error components at discrete frequencies, allowing us to pinpoint contributions from sources like eccentricity (\( f_{in} \)) or mesh frequency (\( 2f_{in} \)).
However, DTE in harmonic drive gears is often non-stationary and non-linear. The HHT, comprising Empirical Mode Decomposition (EMD) and the Hilbert Spectral Analysis (HSA), is particularly suited for such signals. EMD adaptively decomposes the signal into Intrinsic Mode Functions (IMFs), which are oscillatory components with slowly varying amplitude and frequency. The Hilbert transform is then applied to each IMF to obtain the instantaneous frequency and amplitude, providing a time-frequency representation that can track how error components evolve during operation. This is crucial for identifying transient phenomena and modulation effects not visible in the standard Fourier spectrum.
The experimental investigation was conducted on a dedicated high-precision test platform capable of precise speed and torque control. The unit under test was a commercial harmonic drive gear with a rated torque of 67 Nm and a rated input speed of 2000 RPM. The transmission configuration was flexspline fixed, circular spline output. High-resolution optical encoders were mounted on both the input and output shafts to measure angular position with minimal noise. Data was acquired under various steady-state conditions, systematically varying the load torque (0, 5, 34, 67 Nm) and the input speed (6, 60, 726, 2000 RPM). A critical step in pre-processing was the removal of sporadic “noise spikes” from the encoder data using linear interpolation to prevent contamination of the frequency analysis.
The time-domain DTE signal for one complete revolution of the output circular spline at a very low input speed of 6 RPM is revealing. The dominant feature is a long-period wave corresponding to the output revolution, superimposed with higher-frequency ripples from individual meshing events. As load increases, the peak-to-peak error magnitude does not change dramatically, but the signal exhibits greater stability and reduced high-frequency “chatter.” This suggests that load application dampens some of the transient vibrations within the harmonic drive gear assembly.
| Input Speed (RPM) | Input Freq. \( f_{in} \) (Hz) | Dominant Frequency 1 | Amplitude (arcmin) | Dominant Frequency 2 | Amplitude (arcmin) | Observations |
|---|---|---|---|---|---|---|
| 6 | 0.1 | 0.2 Hz (\( 2f_{in} \)) | ~0.03 | 0.033 Hz (\( f_{in}/3 \)) | ~0.025 | Cumulative error pattern over 6 meshes is evident. |
| 60 | 1.0 | ~0.33 Hz (\( f_{in}/3 \)) | ~0.08 | 2.0 Hz (\( 2f_{in} \)) | ~0.03 | The 1/3 sub-harmonic is the largest amplitude component. |
| 726 | 12.1 | ~4.0 Hz (\( \approx 2f_{in}/6 \)) | ~0.12 | 0.1 Hz (Output Rev.) | ~0.10 | Confirms the 6-mesh cumulative cycle. Output revolution error is clear. |
| 2000 | 33.3 | ~11.1 Hz (\( \approx f_{in}/3 \)) | ~0.09 | 66.6 Hz (\( 2f_{in} \)) | ~0.01 | The primary meshing error (\( 2f_{in} \)) amplitude diminishes under load. |
The most significant finding from the spectral analysis across all test conditions is the consistent and dominant presence of a major error component at a frequency of approximately one-third of the mesh frequency (\( \frac{2}{3}f_{in} \) or equivalently \( \frac{1}{3} \) of the input frequency for a dual-wave harmonic drive gear). This component, which we identify as the cumulative mesh error, exhibits the highest amplitude in the DTE spectrum under most loaded conditions. Its physical origin lies in the sequential engagement process. The flexspline, as an elastic body, does not perfectly return to its neutral state after each wave generator revolution. Stress and deformation patterns accumulate over a small number of cycles (empirically observed as three input revolutions, or six meshes) before being “reset,” creating a low-frequency modulation envelope on the primary meshing error. This phenomenon is a distinctive characteristic of harmonic drive gear dynamics and a primary limiter of short-term positioning accuracy.
In contrast, the amplitude of the primary tooth-meshing frequency component at \( 2f_{in} \) shows a distinct relationship with load. Under no-load or very light load conditions, this component is more pronounced. As the load torque increases to the rated value, the amplitude of this \( 2f_{in} \) component significantly decreases. This can be attributed to the “force-averaging” effect: under higher loads, the contact conditions across the multiple engaged tooth pairs become more uniform and stable, reducing the variation in individual tooth pair deflection that generates this high-frequency error. However, this suppression of high-frequency error is accompanied by an increase in the amplitude of the low-frequency cumulative error (\( \sim f_{in}/3 \)), as the greater flexspline deflection under load enhances the accumulation effect. The net result is that the overall peak-to-peak DTE in the time domain remains relatively unchanged with varying load, but its composition shifts from a more “jittery,” high-frequency dominated error to a “smoother,” low-frequency dominated error. This has direct implications for control system design: a controller tuned for a lightly loaded harmonic drive gear may struggle with the different error characteristics under full load.
Perhaps one of the more advantageous characteristics of the harmonic drive gear is the relative insensitivity of its DTE spectrum to operational speed. Our experiments from 6 RPM to the rated 2000 RPM show that the normalized error structure—the presence and relative strength of the \( 2f_{in} \) and \( f_{in}/3 \) components—remains remarkably consistent. The absolute frequencies scale linearly with speed, as expected, but the underlying error generation mechanisms do not appear to be excited into new resonant modes or significantly altered within the tested speed range. This predictability is valuable for modeling and compensating for the transmission error across a wide speed profile.
Finally, the error component synchronized with one revolution of the output circular spline is always present. This is a classic “once-per-revolution” error stemming from the combined effects of circular spline manufacturing eccentricity, assembly misalignment of the output shaft, and possibly a very low-frequency component of flexspline deformation. Its amplitude is generally significant and dictates the long-term, absolute positional accuracy over multiple output revolutions.
In conclusion, the dynamic transmission error of a harmonic drive gear is a complex signal originating from a confluence of geometric imperfections and non-linear elastic interactions. Through detailed experimental analysis and advanced signal processing, we have delineated its key characteristics. The DTE is not a simple function of load or speed but a composite whose spectral makeup changes with operational conditions. The most impactful component is the low-frequency cumulative mesh error at approximately one-third of the input frequency, a signature of the flexspline’s elastic memory over several meshing cycles. While increasing load suppresses the primary tooth-meshing frequency error, it amplifies this cumulative error, leading to a stable total error magnitude. The harmonic drive gear exhibits robust performance across speeds, with a consistent error structure. Understanding this hierarchy of error sources—prioritizing the mitigation of the cumulative \( f_{in}/3 \) error and the once-per-revolution output error—is essential for designers seeking to push the precision limits of this remarkable transmission technology. Future work will focus on developing non-linear dynamic models that explicitly incorporate these identified error mechanisms to enable model-based error prediction and active compensation strategies.