
In the field of precision mechanical transmission, strain wave gears, also known as harmonic drives, have garnered significant attention due to their compact size, high reduction ratios, and smooth operation. These characteristics make strain wave gears ideal for applications in aerospace, robotics, and other high-precision industries. However, the design and optimization of strain wave gears present unique challenges, particularly in achieving precise meshing clearance without interference. In this article, I delve into the intricate process of analyzing and simulating the precise clearance in strain wave gears, focusing on an automated optimization algorithm based on tooth crest interference inspection. The goal is to ensure that gears not only avoid interference but also achieve accurate transmission, all while improving computational precision and convergence speed.
The core of strain wave gear operation lies in the flexible deformation of the spline, which engages with a rigid circular spline via a wave generator. This mechanism allows for a large reduction ratio in a compact package. However, when replacing the conjugate tooth profile with an involute profile to simplify manufacturing, issues such as overlapping interference can arise, affecting transmission accuracy. To address this, I propose an optimization approach that leverages graphical interface parametric design for iterative calculations, enabling rapid and accurate determination of the minimum meshing clearance. Furthermore, visual simulation of the tooth profile meshing process is conducted to validate the results. Through extensive case studies, I identify critical angles where interference is most likely to occur and apply deflection correction methods to mitigate these issues. This work aims to provide a robust framework for the design, machining, and inspection of strain wave gears.
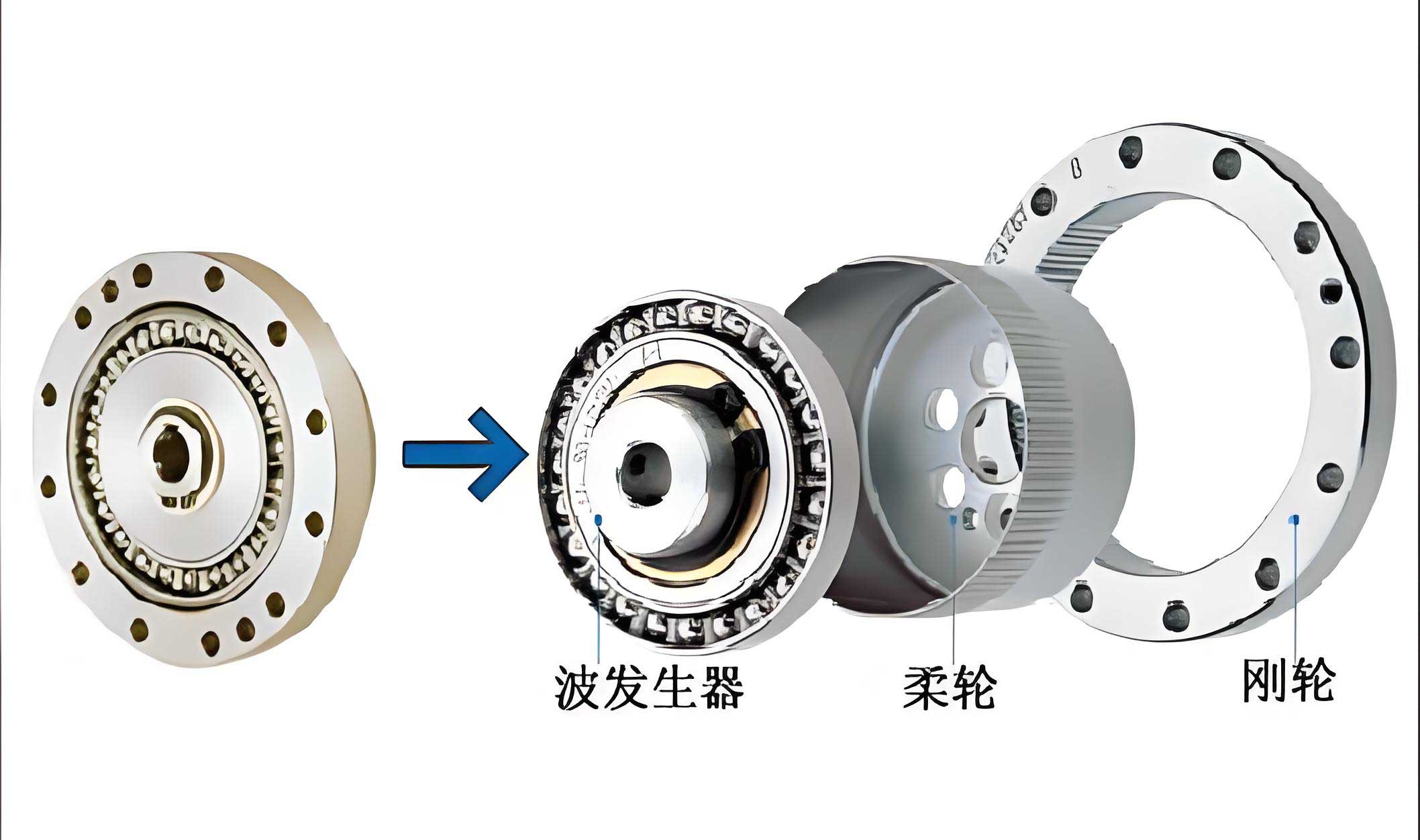
The transmission principle of strain wave gears is fundamentally different from traditional gear systems. It relies on the elastic deformation of a flexible spline, typically called the flexspline, which is driven by a wave generator. The wave generator, often an elliptical cam, causes the flexspline to deform into an elliptical shape, allowing it to mesh with a rigid circular spline, known as the circular spline. Since the circular spline usually has two more teeth than the flexspline, each full rotation of the wave generator results in a small relative rotation between the flexspline and circular spline, achieving high reduction ratios. For instance, if the flexspline has 100 teeth and the circular spline has 102 teeth, the reduction ratio is 50:1. This unique mechanism enables strain wave gears to offer high torque capacity and precision, but it also introduces complexity in meshing analysis due to the continuous deformation of the flexspline.
To model this system, several assumptions are made to simplify the analysis while retaining accuracy. First, the tooth shape of the flexspline remains unchanged during deformation, as the inertia moment of the tooth cross-section is much larger than that of the tooth slot. Second, the midline of the flexspline does not elongate but merely conforms to the shape of the wave generator. Third, symmetric longitudinal sections of the flexspline remain planar and perpendicular to the deformed middle surface after deformation. Fourth, distortion of the flexspline is neglected. Fifth, the deformation shape of the flexspline’s neutral line is not affected by the gear ring. These assumptions allow us to focus on the key aspects of meshing clearance without overly complicating the model.
In strain wave gear design, the involute tooth profile is commonly used to approximate the conjugate tooth profile for ease of manufacturing and inspection. The parameters influencing the meshing clearance include module, number of teeth, pressure angle, addendum coefficient, dedendum coefficient, flexspline deformation coefficient, and gear shift coefficients. Among these, the shift coefficients are critical for optimizing clearance, as other parameters are often determined by load capacity, transmission ratio, and standardization. Therefore, the optimization problem reduces to finding the optimal shift coefficients that minimize meshing clearance while preventing interference.
The mathematical model for the involute tooth profile is established using Cartesian coordinates, with the y-axis aligned with the tooth’s symmetry line. The coordinates of any point on the involute can be expressed as:
$$x = r_b \left[ \sin(\alpha_x + \theta_x – \beta_b) – (\alpha_x + \theta_x) \cos(\alpha_x + \theta_x – \beta_b) \right]$$
$$y = r_b \left[ \cos(\alpha_x + \theta_x – \beta_b) + (\alpha_x + \theta_x) \sin(\alpha_x + \theta_x – \beta_b) \right]$$
where $r_b$ is the base circle radius, $\alpha_x$ is the pressure angle at an arbitrary circle, $\theta_x = \text{inv} \alpha_x = \tan \alpha_x – \alpha_x$ is the involute function, and $\beta_b$ is the central angle of the base circle tooth thickness, given by:
$$\beta_b = \frac{1}{2Z} (\pi + 4 x_\xi \tan \alpha) + \text{inv} \alpha$$
Here, $Z$ is the number of teeth, $\alpha$ is the standard pressure angle (typically 20°), and $x_\xi$ is the shift coefficient. This model allows precise calculation of tooth profile geometry for both the flexspline and circular spline.
To analyze meshing clearance, the tooth profiles of the flexspline and circular spline must be transformed into a common coordinate system. The flexspline profile in its local coordinate system $C_R$ is transformed to the circular spline system $C_G$ using a coordinate transformation matrix. For a wave generator with dual waves, the transformation matrix for rotation angles from 0 to $\pi$ is derived based on the deformation characteristics. The key angles involved are $\gamma_G$, the difference in central angles between corresponding arcs on the flexspline and circular spline; $\mu$, the acute angle between the radial vector and its normal at a point on the flexspline’s characteristic curve; and $\psi_G$, the angle between the coordinate systems $C_R$ and $C_G$. These angles are computed as follows:
$$\gamma_G = \varphi_R – \varphi_G = \varphi_R – \frac{1}{r_G} \int_0^{\varphi_R} \sqrt{(\rho’)^2 + \rho^2} \, d\varphi$$
$$\mu = \arctan \left| \frac{\rho’}{\rho} \right|$$
where $\varphi_R$ and $\varphi_G$ are the central angles of the characteristic curves for the flexspline and circular spline, respectively, $\rho$ is the radial distance of the point on the flexspline’s characteristic curve, and $r_G$ is the pitch circle radius of the circular spline. The transformation matrix is:
$$M_{R,G}^G = \begin{bmatrix}
\cos \psi_G & -\sin \psi_G & -\rho \sin \gamma_G \\
\sin \psi_G & \cos \psi_G & \rho \cos \gamma_G \\
0 & 0 & 1
\end{bmatrix}$$
The values of $\psi_G$ vary depending on the wave generator rotation angle and whether the circular spline or output circular spline is considered. Table 1 summarizes the formulas for $\gamma_G$, $\mu$, and $\psi_G$ over the range of 0 to $\pi$ for both the circular spline and output circular spline.
| Wave Generator Angle Range | $\gamma_G$ | $\mu$ | $\psi_G$ |
|---|---|---|---|
| For circular spline: 0 to $\pi/2$ | $\gamma_G = \varphi_R – \varphi_G$ (positive) | $\mu = \arctan |\rho’/\rho|$ (positive) | $\psi_G = \mu + \gamma_G$ (positive) |
| For circular spline: $\pi/2$ to $\pi$ | $\gamma_G = \varphi_R – \varphi_G$ (positive) | $\mu = \arctan |\rho’/\rho|$ (positive) | $\psi_G = \gamma_G – \mu$ (positive) |
| For output circular spline: 0 to $\pi/2$ | $\gamma_G = \varphi_R – \varphi_G$ (negative) | $\mu = \arctan |\rho’/\rho|$ (positive) | $\psi_G = \mu + \gamma_G$ (positive) |
| For output circular spline: $\pi/2$ to $\pi$ | $\gamma_G = \varphi_R – \varphi_G$ (positive) | $\mu = \arctan |\rho’/\rho|$ (positive) | $\psi_G = \mu – \gamma_G$ (positive) |
With the profiles in a common coordinate system, the meshing clearance can be calculated precisely. The clearance is defined as the distance between the tooth crest of one gear and the corresponding tooth profile of the mating gear. For each meshing pair, four clearances are considered: $h_{rg,\text{left}}$ (distance from flexspline left tooth crest to circular spline profile), $h_{gr,\text{left}}$ (distance from circular spline left tooth crest to flexspline profile), $h_{rg,\text{right}}$ (distance from flexspline right tooth crest to circular spline profile), and $h_{gr,\text{right}}$ (distance from circular spline right tooth crest to flexspline profile). The minimum clearance among these during the meshing engagement angle determines the overall backlash. For strain wave gears, due to symmetry, the total backlash is twice the minimum clearance. The iterative algorithm adjusts shift coefficients until the clearance converges to a desired tolerance, ensuring no interference and optimal transmission accuracy.
The optimization algorithm is implemented via a graphical user interface that allows parametric design and real-time visualization. The workflow involves mathematical modeling, coordinate transformation, constraint checking, clearance calculation, and result output. Constraints include conditions to prevent tooth tip sharpness, ensure proper engagement depth, and maintain radial clearance. Specifically, the tooth tip thickness $S$ must satisfy $S \geq (0.15 \text{ to } 0.20) m$, where $m$ is the module. The engagement depth $h_N$ should be less than $m$, and radial clearances $C_{r1}$ (between circular spline tip and flexspline root) and $C_{r2}$ (between flexspline tip and circular spline root) must be below $0.2m$ and $0.1m$, respectively. If any constraint is violated, the algorithm prompts for parameter adjustments and re-iterates.
Additionally, for manufacturing inspection, the measurement over pins (M-value) is calculated to verify gear dimensions. For the flexspline, the M-value $M_r$ is given by:
$$M_r = \frac{d_{br}}{\cos \alpha_{rm}} + d_p \quad \text{(for even number of teeth)}$$
$$M_r = \frac{d_{br}}{\cos \alpha_{rm}} \cos \left( \frac{90^\circ}{Z_r} \right) + d_p \quad \text{(for odd number of teeth)}$$
For the circular spline and output circular spline, the M-value $M_g$ is:
$$M_g = \frac{d_{bg}}{\cos \alpha_{g\theta}} – d_p \quad \text{(for even number of teeth)}$$
$$M_g = \frac{d_{bg}}{\cos \alpha_{g\theta}} \cos \left( \frac{90^\circ}{Z_g} \right) – d_p \quad \text{(for odd number of teeth)}$$
Here, $d_p$ is the pin diameter, $d_{br}$ and $d_{bg}$ are base circle diameters of the flexspline and circular spline, respectively, and $\alpha_{rm}$ and $\alpha_{g\theta}$ are pressure angles at the pin contact points. The involute functions for these angles are:
$$\text{inv} \alpha_{rm} = \theta_r = \frac{d_p}{d_{br}} + \text{inv} \alpha – \frac{\pi}{2Z_r} + \frac{2 \xi_r \tan \alpha}{Z_r}$$
$$\text{inv} \alpha_{g\theta} = \theta_g = \frac{\pi}{2Z_g} + \text{inv} \alpha – \frac{d_p}{d_{bg}} + \frac{2 \xi_g \tan \alpha}{Z_g}$$
where $\xi_r$ and $\xi_g$ are shift coefficients for the flexspline and circular spline. To avoid interference with tip fillets, the absolute difference between the pin contact pressure angle and the tip circle pressure angle should be less than 1°.
The algorithm’s efficacy is demonstrated through a case study using a strain wave gear with module $m = 0.3$ mm, pressure angle $\alpha = 20^\circ$, flexspline tooth count $Z_r = 134$, circular spline tooth count $Z_g = 136$, output circular spline tooth count $Z’_g = 134$, pin diameter $d_p = 0.572$ mm, and wave generator as a standard elliptical cam with deformation coefficient $\omega^* = 1$. The goal is to compute shift coefficients and M-values for all components. After iterative optimization, the minimum clearance between flexspline and circular spline is $6.84 \times 10^{-4}$ mm, occurring near disengagement, while between flexspline and output circular spline, it is $4.694 \times 10^{-5}$ mm at a wave generator rotation of $19^\circ$. The calculated shift coefficients and M-values are summarized in Table 2.
| Component | Shift Coefficient ($\xi$) | M-Value (mm) |
|---|---|---|
| Flexspline | 3.019 | 42.668 |
| Circular Spline | 3.094 | 41.559 |
| Output Circular Spline | 4.743 | 41.738 |
Visual simulation of the meshing process provides insights into the dynamic behavior of strain wave gears. Figures 1 and 2 show the variation of $\psi_G$, $\mu$, and $\gamma_G$ with wave generator rotation for the flexspline-circular spline and flexspline-output circular spline pairs, respectively. The local meshing simulations clearly illustrate that during a $180^\circ$ rotation of the wave generator, the flexspline advances by one tooth relative to the circular spline, achieving high reduction, while with the output circular spline, no tooth change occurs, resulting in 1:1 output. These simulations confirm that the optimized parameters yield smooth meshing without interference.
Furthermore, the clearance variation during meshing is plotted in Figures 3 to 6. For the flexspline-circular spline pair, the left flank minimum clearance approaches zero near disengagement (Figure 3), and the right flank shows similar trends (Figure 4). For the flexspline-output circular spline pair, the right flank minimum clearance is near zero at around $19^\circ$ rotation (Figure 6). These plots help identify critical angles where interference is most likely, guiding inspection and correction efforts. The backlash, computed as the sum of minimum clearances on both flanks, meets precision requirements, validating the optimization approach.
The results highlight several key findings for strain wave gear design. First, the minimum clearance between flexspline and circular spline tends to occur near disengagement or at approximately $10^\circ$ of wave generator rotation. A smaller deformation coefficient $\omega$ increases the engagement angle, making interference more probable at disengagement, necessitating higher shift coefficients for the circular spline. Second, for the flexspline-output circular spline pair with $\omega = 1$, the minimum clearance typically occurs at $15^\circ$ to $20^\circ$ rotation. These insights are crucial for adjusting parameters in practical applications.
In conclusion, the proposed automated optimization algorithm, based on tooth crest interference inspection, significantly enhances the design efficiency and accuracy of strain wave gears. By integrating graphical parametric design, iterative computation, and visual simulation, it enables rapid determination of optimal shift coefficients and minimum meshing clearance. The case study demonstrates that the algorithm achieves precise clearance control while satisfying all manufacturing constraints. This work not only advances the theoretical understanding of strain wave gear meshing but also provides practical tools for engineers in machining and inspection. Future research could extend this approach to more complex wave generator profiles or explore real-time adaptive control for strain wave gears in dynamic applications.
Throughout this analysis, the importance of precise clearance in strain wave gears cannot be overstated. Whether in aerospace mechanisms or robotic joints, the performance and longevity of strain wave gears hinge on meticulous design and simulation. By leveraging modern computational techniques, we can push the boundaries of what these remarkable devices can achieve, ensuring they continue to drive innovation in precision engineering.