
The pursuit of high-performance motion control in robotics, aerospace, and precision instrumentation has consistently driven the advancement of transmission technologies. Among these, the strain wave gear, also commonly referred to as a harmonic drive, stands out for its exceptional capabilities. Its unique operating principle, relying on the elastic deformation of a key component, grants it unparalleled advantages: exceptionally high single-stage reduction ratios, outstanding positional accuracy with minimal backlash, compact design with high torque density, and the ability to operate reliably in confined or challenging environments. These attributes make the strain wave gear an indispensable component in applications ranging from satellite antenna positioning to robotic joint actuators.
However, the very mechanism that enables the superior performance of a strain wave gear—the controlled elastic deformation of its flexspline—also introduces complex stiffness characteristics to the overall transmission system. Torsional stiffness, defined as the resistance to angular displacement under an applied torque ($ K = dT/d\varphi $), is a critical parameter. It directly influences the system’s dynamic response, control bandwidth, and positioning stability under load. While theoretical models often predict very high stiffness values for individual components, empirical measurements of complete strain wave gear assemblies, particularly under low-load conditions, frequently reveal significantly lower overall torsional stiffness than calculations would suggest. This discrepancy points to potential compliance in the assembly or in specific sub-components that is not fully captured by simplified models.
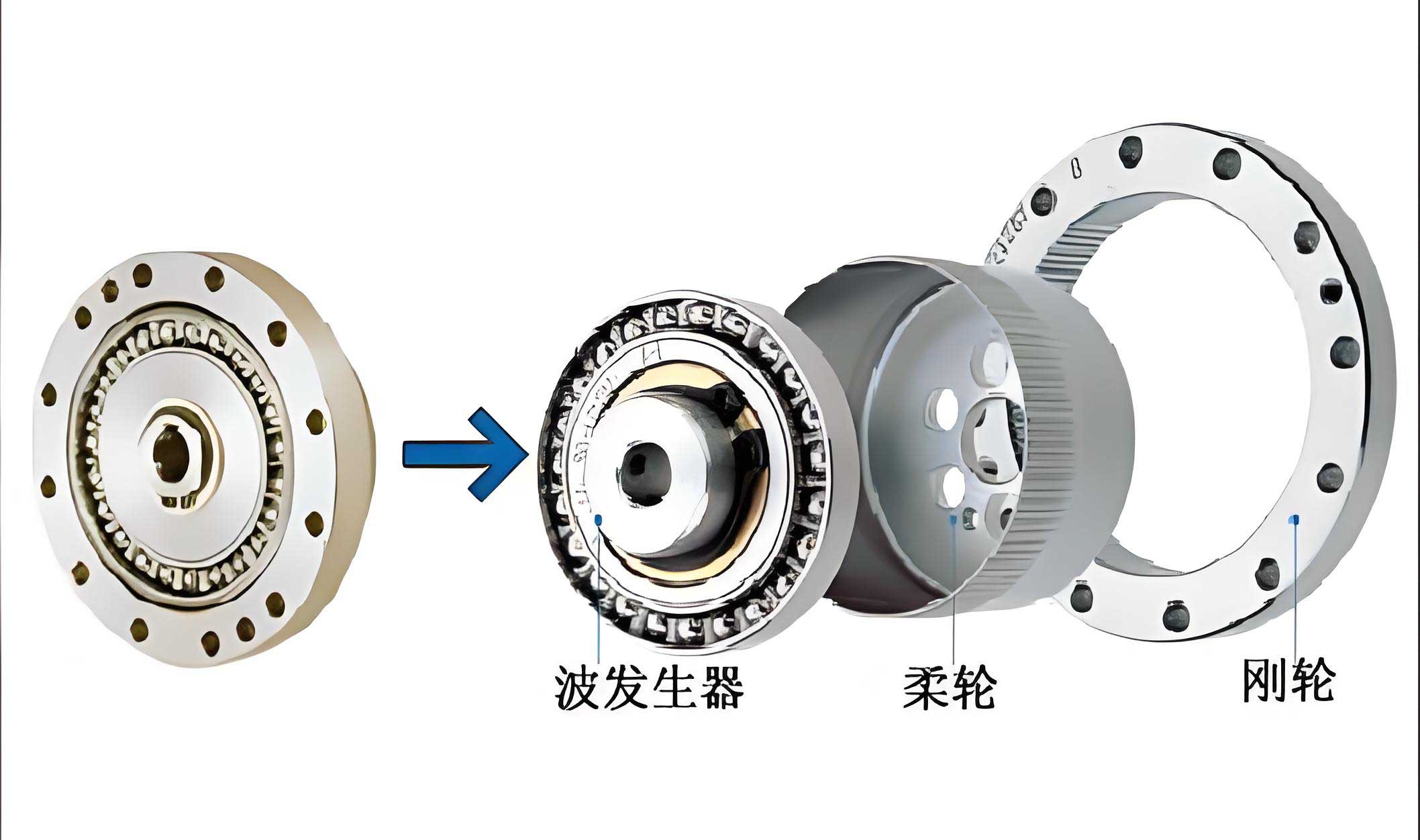
To deconstruct this problem and identify the primary source of compliance, a component-level investigation is essential. The total torsional compliance, $\lambda_z$, of a strain wave gear assembly can be conceptually modeled as the sum of the compliances of its three primary functional elements: the wave generator ($\lambda_H$), the flexspline ($\lambda_f$), and the output shaft or structure ($\lambda_s$).
$$ \lambda_z = \lambda_H + \lambda_f + \lambda_s $$
Consequently, the overall assembly stiffness, $K_{HG}$, is the inverse of the total compliance:
$$ K_{HG} = \frac{1}{\lambda_z} = \frac{1}{\lambda_H + \lambda_f + \lambda_s} $$
Classical analyses suggest that each component’s compliance is on the order of $10^{-10}$ rad/(N·m), leading to a predicted assembly stiffness on the order of $10^7$ N·m/rad. Empirical low-load tests, however, often measure stiffness values one or two orders of magnitude lower. This research focuses specifically on quantifying the torsional stiffness of the flexspline, the most dynamically stressed component in a strain wave gear. The central question is whether the inherent torsional flexibility of the flexspline under operational deformation is the limiting factor for the assembly’s overall stiffness, or if other factors dominate.
Theoretical Foundation for Torsional Stiffness Measurement
Accurately measuring the intrinsic torsional stiffness of a flexspline requires a test methodology that isolates its contribution while faithfully replicating its operational state. The fundamental definition of torsional stiffness is the derivative of applied torque with respect to the resulting angular deflection: $ K = dT/d\varphi $. To measure this for a flexspline, the input (wave generator side) must be rigidly fixed, and a pure, measurable torque must be applied to the output side (the flange or spline), with the corresponding minute rotation precisely measured.
A critical aspect of applying torque in such a precision test is the elimination of parasitic side loads and moments that could cause bending or translation of the test specimen, thereby corrupting the angular measurement. The ideal method for applying a pure rotational moment is through a force couple. A force couple consists of two parallel forces of equal magnitude but opposite direction, separated by a perpendicular distance $d$. The key characteristic of a force couple is that it produces a pure moment (torque) with no resultant net force. The magnitude of this moment, $M$, is given by:
$$ M = F \times d $$
where $F$ is the magnitude of one force and $d$ is the perpendicular distance (arm) between the two force lines of action. In a practical test setup, this is implemented by applying equal tensile forces on either side of a torque-applying disk, as shown in the schematic below. By carefully aligning the force application lines to be tangent to the disk, a pure, calculable torque is applied to the flexspline’s output interface.
Design and Implementation of the Flexspline Torsional Stiffness Test System
The core design philosophy of the test system is to subject the flexspline to a state of deformation identical to its engagement with the wave generator during actual strain wave gear operation, while allowing only its output end to rotate under a precisely controlled and measured torque. The system can be broken down into several key subsystems:
1. Base Structure and Fixturing:
A rigid baseplate supports a vertical mounting plate, ensuring perpendicularity via precision machining. A simulated wave generator, manufactured via CNC machining to the exact elliptical contour of the original strain wave gear’s wave generator (as verified by coordinate measuring machine), is fixed to this vertical plate. The test flexspline is then mounted onto this simulated generator, forcing it into its characteristic elliptical working deformation. A custom clamping fixture, acting as the “fixed input,” securely grips the external teeth of the flexspline, preventing any rotation or translation at that end and simulating the fixed circular spline of the full assembly.
2. Torque Application Subsystem:
The output flange of the flexspline is bolted to a high-precision torque disk. Four low-friction pulleys are mounted on adjustable stands, positioned symmetrically on two sides of the disk. Two pairs of fine cords run from precision-machined, balanced mass pans, over the pulleys, and attach tangentially to the disk. This configuration creates two independent, bi-directional force couples. Adding mass to one pair of pans applies torque in one direction; transferring mass to the opposite pair reverses the torque. The use of two opposing couples allows for seamless transition through zero torque without re-engagement backlash. The torque is calculated as $T = m \cdot g \cdot d / 2$, where $m$ is the total mass added to one pair of pans, $g$ is gravitational acceleration, and $d$ is the diameter of the torque disk.
3. Angular Displacement Measurement Subsystem:
The minute angular rotations of the torque disk (and hence the flexspline output) are measured using a high-precision photoelectric autocollimator. A high-quality, front-surface rectangular mirror is mounted on the face of the torque disk, ensuring its plane is perpendicular to the axis of rotation. The autocollimator, positioned several meters away to amplify angular sensitivity, projects a collimated beam onto the mirror. Any rotation of the mirror causes a proportional shift in the reflected beam’s position, which is detected internally with sub-arcsecond resolution. This non-contact method avoids any loading or friction that would be introduced by physical angular encoders at this scale.
4. Mass and Dimensional Metrology:
Precision is paramount. All test masses are calibrated using a high-resolution analytical balance. The exact diameter of the torque disk is measured with a coordinate measuring machine. Environmental factors such as air currents and thermal drift are mitigated by conducting tests in a controlled laboratory environment and allowing for significant stabilization time after each mass change.
The specifications of the key system components are summarized in the table below:
| Component | Specification / Model | Purpose / Key Parameter |
|---|---|---|
| Torque Disk | Custom CNC Machined | Diameter, $d = 266.7$ mm |
| Angular Sensor | Photoelectric Autocollimator | Resolution: 0.5 arcseconds |
| Mass Measurement | Analytical Balance | Resolution: 0.1 g |
| Calibrated Mass Set | Various (200g to 3kg) | Total Capacity: 30 kg |
| Simulated Wave Generator | CNC Machined from CMM Data | Replicates operational flexspline strain |
Test Protocol and Data Acquisition
To characterize the flexspline’s behavior across its operational range and to identify any non-linearities, testing was conducted over two distinct torque ranges: a low-torque range ($\pm 26.67$ N·m) and a high-torque range ($\pm 40.01$ N·m). The protocol was designed to capture loading and unloading hysteresis, a potential indicator of micro-slip or friction within the flexspline structure or fixtures.
General Protocol:
1. Initialization & Zeroing: The system is started with a pre-load in one direction (e.g., +26.67 N·m). After thermal and mechanical stabilization, the autocollimator reading is set to zero. This establishes a known, engaged starting point, eliminating any initial free-play.
2. Unloading/Cross-Zero Loading: Mass is incrementally removed from the “positive” pans and added to the “negative” pans in a stepwise, symmetric manner. After each mass change, the system is allowed to stabilize, and the autocollimator angle is recorded. This continues until the full negative torque is reached.
3. Reverse Unloading/Loading: The process is reversed, moving from full negative torque back through zero to full positive torque.
4. Data Cycle: This creates a complete cycle of data: Positive Unload -> Negative Load -> Negative Unload -> Positive Load.
This bi-directional, symmetric loading protocol is crucial for the strain wave gear flexspline, as it reveals the consistency of stiffness in both rotational directions and any potential hysteresis loops, which are critical for predicting behavior in servo applications involving reversal of motion.
Results, Data Analysis, and Stiffness Calculation
The raw data from both torque ranges produced clear, primarily linear relationships between applied torque ($T$) and measured angular deflection ($\varphi$), though with noticeable hysteresis between the loading and unloading paths. This hysteresis manifests as an offset between the two data branches when crossing the zero-torque point. The plots of Torque vs. Angle showed distinct, parallel lines for the two halves of the cycle.
To quantify the stiffness, the data for each torque range was segregated into two segments:
– Segment A: The path from positive torque to negative torque (Positive Unload / Negative Load).
– Segment B: The path from negative torque back to positive torque (Negative Unload / Positive Load).
A linear least-squares regression was performed on each segment. The equations took the form $T = k\varphi + C$, where $k$ is the slope of the line in N·m/arcsecond. The torsional stiffness $K$ in standard units of N·m/rad is then calculated by converting the slope:
$$ K = |k| \times \frac{3600 \text{ arcsec/deg} \times 180 \text{ deg}}{\pi \text{ rad}} $$
The regression results and calculated stiffness values are consolidated in the table below:
| Torque Range | Data Segment | Linear Fit Equation (T in N·m, φ in arcsec) | Calculated Stiffness, K (N·m/rad) |
|---|---|---|---|
| Low ($\pm 26.67$ N·m) | Segment A (Pos→Neg) | $T = -0.130\varphi + 26.09$ | 26,814 |
| Segment B (Neg→Pos) | $T = -0.130\varphi + 30.24$ | 26,814 | |
| High ($\pm 40.01$ N·m) | Segment A (Pos→Neg) | $T = -0.130\varphi + 38.45$ | 26,814 |
| Segment B (Neg→Pos) | $T = -0.130\varphi + 44.25$ | ~27,227 |
Discussion and Implications for Strain Wave Gear Design
The analysis yields several key findings regarding the torsional characteristics of the tested strain wave gear flexspline:
1. High and Consistent Stiffness Magnitude:
The measured torsional stiffness of approximately 27,000 N·m/rad is remarkably consistent across both test ranges and both directional segments. This value aligns well with the order-of-magnitude predictions ($10^7$ N·m/rad) from theoretical component-level models for strain wave gears. It conclusively demonstrates that the inherent torsional rigidity of the flexspline itself, when subjected to its working deformation, is very high.
2. Dominant Hysteresis Offset:
While the slopes (stiffness) are nearly identical, the constant terms (C) in the linear equations differ between Segment A and Segment B, creating a hysteresis gap. This gap represents a lost angular motion (or “wind-up”) that is not recovered when the torque is returned to zero. For the low-torque range, this hysteresis width is approximately 4.15 N·m in torque space, which translates to a constant angular offset. This phenomenon is likely attributable to micro-slip in the clamping interface gripping the flexspline teeth, internal friction within the flexspline’s elastic material during deformation reversal, or minute compliances in the fixture and torque disk bolted connections. It is a critical finding because this hysteresis contributes directly to the non-linear compliance at low torques, a factor often observed in full strain wave gear assemblies.
3. The Flexspline is Not the Primary Limiter:
The most significant conclusion is that the flexspline’s torsional stiffness is not the primary weak link responsible for the lower-than-expected overall stiffness observed in complete strain wave gear units. A stiffness of 27,000 N·m/rad is substantially higher than typical measured assembly stiffness values under low load, which can be in the range of 1,000 to 10,000 N·m/rad. Therefore, the search for the main source of compliance must focus elsewhere within the strain wave gear system.
4. System-Level Stiffness Bottlenecks:
Given this result, the compliance likely resides in other elements described by the model $ \lambda_z = \lambda_H + \lambda_f + \lambda_s $. Potential candidates include:
– Wave Generator Compliance ($\lambda_H$): Deformation of the wave generator bearing, especially the thin-walled flex bearing in “cup” type designs, under radial load from the meshing teeth.
– Output Structure Compliance ($\lambda_s$): Torsional wind-up of the output shaft, flange, or housing.
– Interface Compliances: Micro-deflections at spline connections, bearing clearances, and mounting interfaces that are not modeled in the ideal component stiffness calculation.
– Tooth Meshing Compliance: The combined elastic deflection of the many simultaneously engaged tooth pairs between the flexspline and circular spline, which is a distributed, complex contact problem highly sensitive to manufacturing precision and load distribution.
The implications for strain wave gear design and application are clear: to improve overall torsional stiffness, especially for high-performance servo applications, engineering efforts should prioritize optimizing the wave generator bearing stiffness, reinforcing the output stage, ensuring ultra-rigid interfaces, and meticulously controlling gear tooth geometry to maximize the number of load-sharing teeth and minimize single-tooth deflection.
Conclusion
This investigation successfully developed and applied a precision test system specifically designed to measure the torsional stiffness of a strain wave gear flexspline under simulated operational conditions. By employing a pure force-couple torque application method and a high-resolution non-contact angular sensor, the system provided reliable and precise data. The results unequivocally show that the torsional stiffness of the tested flexspline is approximately 27,000 N·m/rad, a value sufficiently high to exclude it as the dominant source of compliance in a complete strain wave gear transmission.
The primary finding redirects the focus of stiffness enhancement in strain wave gear technology. While the flexspline must be carefully designed for fatigue life and proper meshing, its contribution to torsional wind-up is secondary to other structural elements. The identified hysteresis, likely due to interface friction, highlights an important non-linear characteristic that must be considered in high-fidelity dynamic models for control system design. Future work should employ similar rigorous component-level testing on the wave generator assembly and the output shaft structure to quantitatively apportion the total compliance of a strain wave gear. This component-by-component validation approach is essential for building accurate predictive models and guiding the design of next-generation, ultra-stiff strain wave gears for the most demanding precision motion control applications.
The methodology established here, characterized by its simulation of working deformation, application of pure moment, and high-precision metrology, serves as a robust framework for evaluating and comparing the torsional performance of flexsplines across different sizes, materials, and designs within the family of strain wave gear technologies.