
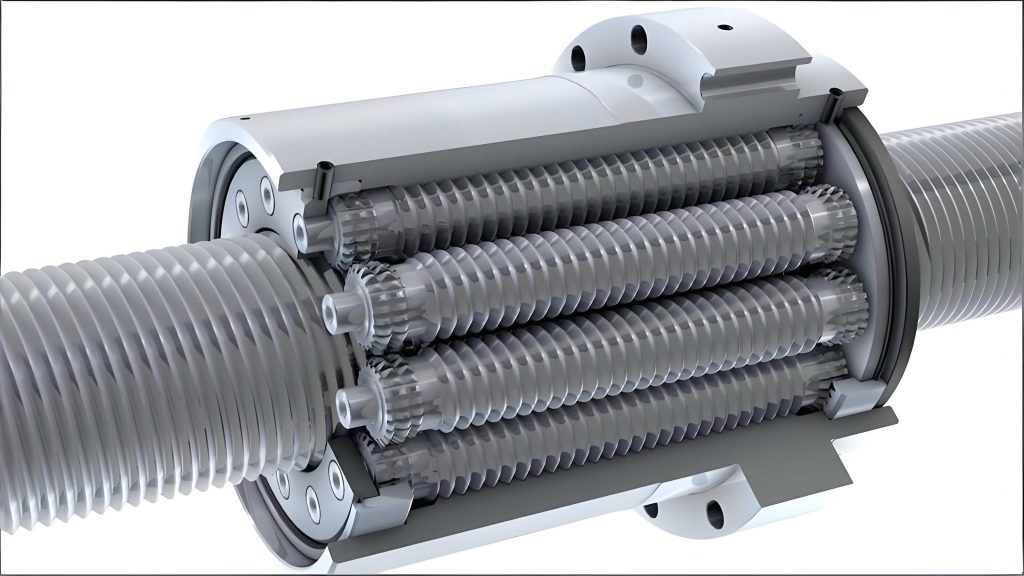
As a key component in motion transformation systems, the planetary roller screw mechanism converts rotational motion into linear motion with superior load capacity and longevity compared to traditional ball screws. Its operation relies on planetary rollers, which are threaded along their central section and feature spur gears at both ends. These end gears mesh with internal gear rings fixed to the nut, ensuring proper circumferential distribution and axial alignment of the rollers. The unique design constraint requires these end gears to be integral with the roller’s threaded portion, resulting in a discontinuous tooth surface segmented by thread grooves. This study investigates the static contact stress in the internal meshing of these special spur gears within the planetary roller screw assembly. Using a combination of gear design software for modeling and finite element analysis (FEA) for simulation, I analyze the stress distribution and its variation with different thread groove pitches.
The presence of thread grooves fundamentally alters the contact mechanics compared to a standard, continuous-face-width spur gear. In a typical internal meshing scenario, the contact line spans the full face width. However, in a planetary roller screw end gear, the thread grooves break this contact line into several discrete segments, each corresponding to a small tooth land between grooves. During single-tooth-pair engagement, multiple such small lands come into contact simultaneously, but the total effective contact length is reduced. This reduction is expected to elevate localized contact (Hertzian) stresses, potentially impacting the fatigue life and reliability of the gear pair, which is critical for the overall durability of the planetary roller screw.
Finite Element Analysis of Standard Internal Spur Gear Meshing
To establish a baseline for comparison, I first performed a static contact stress analysis on a standard, continuous-face-width internal spur gear pair with parameters representative of those found in a commercial planetary roller screw. The gear parameters are summarized in the table below.
| Parameter | Planetary Roller (External Pinion) | Nut (Internal Ring Gear) |
|---|---|---|
| Module, m (mm) | 0.25 | 0.25 |
| Number of Teeth, z | 14 | 70 |
| Pitch Diameter, d (mm) | 3.5 | 17.5 |
| Addendum Coefficient, $h^{*}_{a}$ | 0.8 | |
| Dedendum/Clearance Coefficient, $c^{*}$ | 0.3 | |
| Pressure Angle, $\alpha$ (°) | 20 | |
| Tip Diameter, $d_a$ (mm) | 3.9 | 17.1 |
| Root Diameter, $d_f$ (mm) | 2.95 | 18.05 |
| Face Width, b (mm) | 3.0 | |
The three-dimensional model was created using professional gear design software and then imported into Inventor for final assembly preparation. To reduce computational load for the FEA, a segment containing a single pair of meshing teeth was extracted. The models were positioned to simulate the worst-case loading condition typically found near the pitch point in the single-tooth-pair contact zone. The material was defined as stainless steel with standard properties: density $\rho = 7850 \text{ kg/m}^3$, Young’s modulus $E = 200 \text{ GPa}$, and Poisson’s ratio $\mu = 0.3$.
A critical step in FEA is meshing. I employed a tetrahedral mesh for its adaptability to complex geometries. To ensure accuracy in the region of interest, the mesh was refined within the contact zone between the pinion and ring gear teeth, with an element size of 0.005 mm. The boundary conditions were applied as follows: the external pinion’s shaft was connected via a joint that allowed rotation, and a torque of $T = 10 \text{ mN·m}$ was applied. The outer surface of the internal ring gear segment was fixed using a joint connection with all degrees of freedom constrained.
The simulation was solved using the ANSYS Workbench 18.0 static structural module. The resulting contact stress distribution on the pinion tooth flank is shown conceptually in the results. For the standard gear, the maximum contact stress was approximately 55 MPa. The stress distribution was relatively uniform along the entire face width of the tooth, as expected for a perfect line contact under ideal conditions. This baseline value provides a critical reference point for evaluating the detrimental effect introduced by the thread grooves in the actual planetary roller screw end gear.
Static Contact Stress Analysis of End Gears with Thread Grooves
The core of this investigation focuses on the planetary roller screw end gear, where the tooth flank is interrupted by thread grooves. The geometry of these grooves is directly tied to the lead of the planetary roller screw’s central threaded section. A key design constraint is that the tip diameter of the end gear ($d_{a, gear}$) must not exceed the crest diameter of the roller’s threaded section ($d_{ra}$) to avoid interference with the screw. Therefore, as the thread lead changes, the permissible gear tip diameter also changes. The roller’s crest and root diameters are determined by the following formulas, which are fundamental in planetary roller screw design:
$$ d_{ra} = d_r + 2 \times 0.35H_r $$
$$ d_{rf} = d_r – 2 \times 0.475H_r $$
$$ d_r = \frac{d_s P_s}{P_r} – 2 $$
where $H_r$ is the thread height of the roller, $d_s$ is the nominal diameter of the screw, $P_s$ is the lead of the screw, $P_r$ is the lead of the roller, and $d_r$ is the nominal diameter of the roller.
I analyzed four different thread groove pitches (leads) on the end gear: 2 mm, 3 mm, 4 mm, and 5 mm, referred to as RV2, RV3, RV4, and RV5, respectively. The corresponding gear dimensions, calculated respecting the interference constraint, are listed in the table below.
| Thread Pitch, $\tau$ (mm) | Module, m (mm) | Number of Teeth, z | Face Width, b (mm) | Thread Flank Angle, $\beta$ (°) | Gear Tip Diameter, $d_a$ (mm) | Thread Groove Root Diameter, e (mm) |
|---|---|---|---|---|---|---|
| 2.0 | 0.25 | 14 | 3.0 | 90 | 3.64 | 3.31 |
| 3.0 | 0.25 | 14 | 3.0 | 90 | 3.71 | 3.215 |
| 4.0 | 0.25 | 14 | 3.0 | 90 | 3.78 | 3.12 |
| 5.0 | 0.25 | 14 | 3.0 | 90 | 3.85 | 3.025 |
For each case, a 3D model of the end gear (with thread grooves) meshing with the standard internal ring gear was created. The same boundary conditions as the baseline model were applied: a fixed constraint on the ring gear and a 10 mN·m torque on the pinion (end gear). The FEA mesh was similarly refined in the contact regions. The primary output was the contact stress distribution on the flank of the end gear’s small tooth lands.
Contact Stress on the Tooth Flank: The FEA results revealed a significant increase in contact stress compared to the standard gear. For the RV2 model (2 mm pitch), the maximum contact stress was considerably higher than the 55 MPa baseline. More importantly, the stress distribution on each individual tooth land was not uniform; it exhibited a distinct pattern of higher stress at the edges (adjacent to the thread grooves) and lower stress in the center. This “edge-loading” effect is a direct consequence of the geometric discontinuity. The thread groove creates a sharp transition at the edge of the tooth land, leading to a stress concentration when this edge comes into contact with the continuous surface of the internal ring gear.
As the thread pitch increases from 2 mm to 5 mm, the number of tooth lands across the face width decreases. For a constant face width (b=3 mm), the approximate number of lands is given by $N_{lands} \approx b / \tau$. Therefore, RV5 has fewer, wider lands than RV2. However, during single-tooth-pair engagement, the total contact length is roughly proportional to $N_{lands} \times w_{land}$, where $w_{land}$ is the land width. While the land width increases with pitch, the reduction in their number leads to an overall decrease in the total active contact line length. The simulation results confirmed that the average contact stress on the meshing flank showed an upward trend with increasing thread pitch. This implies that for a given load, a planetary roller screw with a larger lead (and thus a larger thread groove pitch on the end gear) may experience higher contact stresses, potentially reducing its pitting fatigue life.
Bending Stress at the Tooth Root: The analysis was extended to examine the stress state at the tooth root, which is critical for bending fatigue failure. In a standard gear, the bending stress at the root fillet is relatively uniform along the face width. In the planetary roller screw end gear, the root region is also segmented by the thread grooves. The FEA results showed a remarkable “wavy” stress distribution pattern along the root line. Peaks in bending stress occurred directly under the small tooth lands, where the load is applied. Troughs of lower stress occurred in the regions aligned with the thread grooves, where no load is transmitted.
The amplitude of this stress wave was found to increase with the thread pitch. This phenomenon can be explained by the proximity of the thread groove’s root diameter ($e$) to the gear’s root diameter ($d_f$). As the pitch increases (from RV2 to RV5), the value of $e$ decreases (see Table 2), meaning the thread groove cuts deeper into the gear body, bringing its bottom closer to the critical root fillet section of the tooth land. This effectively reduces the cross-sectional area and moment of inertia at the base of each tooth land, making it a more flexible and weaker cantilever. Consequently, under the same meshing force, the bending stress at the root beneath a tooth land increases. Simultaneously, the stress in the unloaded groove region remains low. This growing disparity leads to the observed increase in the wave amplitude. This finding is crucial for the design of planetary roller screws, as a large pitch might not only increase contact stress but also critically weaken the gear tooth in bending, making it prone to root fracture.
Conclusion
Through detailed finite element analysis, this study has quantified the significant impact of thread grooves on the static stress state of the end gears in a planetary roller screw assembly. The discontinuous tooth surface inherent to this design leads to two primary effects:
- Elevated and Non-Uniform Contact Stress: The contact stress on the tooth flank of a planetary roller screw end gear is higher than that of an equivalent standard spur gear. The stress distribution on each small tooth land is characterized by stress concentrations at the edges adjacent to the thread grooves. Furthermore, for a constant face width and load, an increase in the thread groove pitch (associated with a larger screw lead) tends to increase the average contact stress due to a reduction in the total effective contact line length.
- Modulated Bending Stress at the Root: The bending stress at the tooth root exhibits a wavy distribution along the face width, with peaks under the tooth lands and troughs under the grooves. The amplitude of this stress variation increases with the thread pitch. This is because a larger pitch typically requires a deeper thread groove, which reduces the cross-section and weakens the root region of each individual tooth land, raising the maximum bending stress.
These findings have direct implications for the design and rating of planetary roller screw mechanisms. The presence of thread grooves must be explicitly accounted for in gear strength calculations. Simply applying standard ISO or AGMA gear contact and bending formulas will non-conservatively underestimate the stresses. For planetary roller screws with larger leads, a dual verification is essential: both the surface durability (contact stress) and the tooth bending strength at the root of the small lands must be carefully checked to prevent premature failure by pitting or fracture. Optimizing the thread groove pitch becomes a balancing act in planetary roller screw design, influencing not only the kinematic efficiency but also the structural integrity of the force-transmitting end gears.