
In modern precision transmission systems, the planetary roller screw mechanism represents a significant advancement over traditional ball screw systems, offering superior load capacity, compact size, high accuracy, and longevity. This article presents a comprehensive parametric design methodology for the planetary roller screw mechanism, analyzing its transmission principles, kinematic relationships, and structural parameter interdependencies. We derive key formulas and establish design criteria based on practical application scenarios, such as in CNC machine tools, where conditions like load, stroke, speed, and precision are critical. Through three-dimensional digital modeling, virtual assembly, and interference checking, we validate the correctness of our parametric approach, ensuring the mechanism’s reliability and performance in demanding industrial environments.
The planetary roller screw mechanism operates by replacing the recirculating balls in a ball screw with multiple threaded rollers arranged in a planetary configuration around a central screw. This design distributes the load across numerous thread lines, enabling higher thrust forces, smaller footprints, and enhanced durability. Its advantages make it suitable for high-speed, heavy-duty applications in aerospace, military equipment, precision machinery, and automation systems. Our focus is on developing a systematic design framework that integrates theoretical analysis with practical implementation, facilitating the adoption of planetary roller screw mechanisms in diverse engineering fields.
Working Principle of Planetary Roller Screw Mechanism
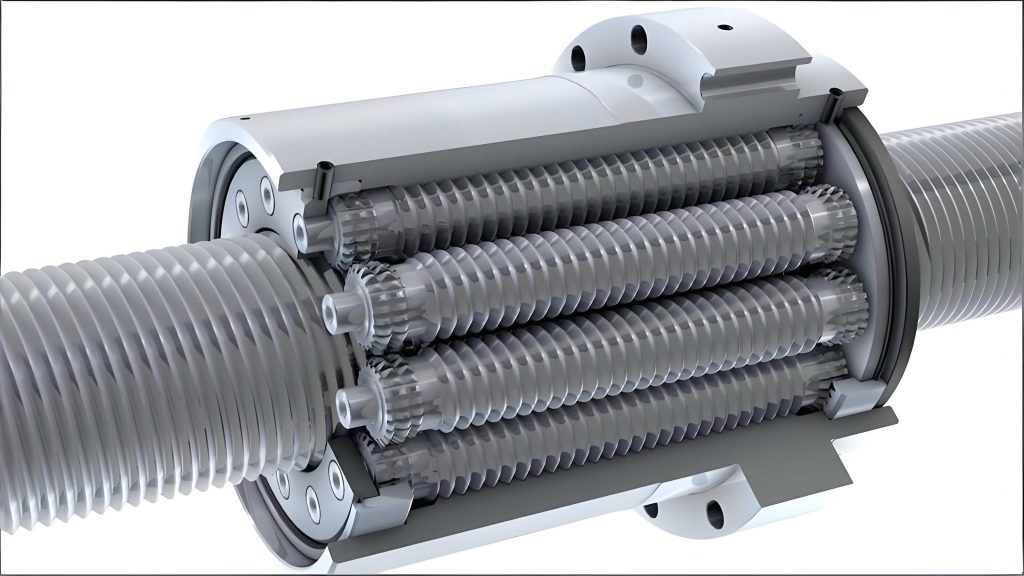
The planetary roller screw mechanism consists of several key components: a central screw, multiple threaded rollers, a nut with internal threads, internal gear rings at both ends of the nut, and a planetary carrier. The transmission principle involves the conversion of rotary motion into linear motion through threaded engagements. When the screw rotates, its threads mesh with the threads on the rollers, causing the rollers to revolve around the screw axis while also rotating on their own axes. The rollers, in turn, engage with the internal threads of the nut, prompting axial movement of either the nut or the screw, depending on the design configuration. To maintain synchronization and prevent skewing, the ends of the rollers feature gear teeth that mesh with internal gear rings fixed within the nut, ensuring parallel alignment of the rollers relative to the screw axis. This arrangement minimizes friction, enhances efficiency, and allows for reversible motion, meaning linear input can drive rotary output as well.
The kinematic relationships are derived from the geometry and engagement conditions. Let \(P_s\) and \(P_n\) denote the leads of the screw and nut, respectively. For proper meshing, they must be equal:
$$P_s = P_n.$$
The helix angles of the screw, nut, and rollers are identical to ensure pure rolling and constant transmission ratio:
$$\theta_s = \theta_n = \theta_r,$$
where \(\theta_s\), \(\theta_n\), and \(\theta_r\) represent the helix angles. The pitch diameters relate as:
$$D_n = D_s + 2D_r,$$
with \(D_n\), \(D_s\), and \(D_r\) being the pitch diameters of the nut, screw, and roller, respectively. The helix angle for the nut is given by:
$$\tan \theta_n = \frac{n_n B_n}{\pi D_n},$$
where \(n_n\) is the number of starts on the nut, and \(B_n\) is the pitch. Similarly, for the roller:
$$\tan \theta_r = \frac{n_r B_r}{\pi D_r}.$$
From these, we derive the relationship between the number of starts and diameters:
$$n_n = n_s = \frac{D_n}{D_r},$$
where \(n_s\) is the number of starts on the screw. The planetary motion introduces additional gear interactions. Let \(\gamma_H\) be the rotational speed of the planetary carrier. For the gear train involving the screw (1), roller (2), and nut (3), the transmission ratio is:
$$i^H_{13} = \frac{\gamma_1 – \gamma_H}{\gamma_3 – \gamma_H} = -\frac{D_n}{D_s}.$$
Since the nut typically moves linearly without rotation (\(\gamma_3 = 0\)), we get:
$$\gamma_H = \frac{\gamma_1}{1 + \frac{D_n}{D_s}} = \frac{D_s}{D_n + D_s} \gamma_1.$$
Considering the gear train that includes the internal gear ring (5) and roller end gear (4), we have:
$$i^{H^*}_{13} = \frac{\gamma_1 – \gamma_H^*}{\gamma_5 – \gamma_H^*} = -\frac{D_r Z_n}{D_s Z_r},$$
where \(Z_n\) and \(Z_r\) are the tooth numbers of the internal gear ring and roller end gear, respectively. With \(\gamma_5 = 0\), equating \(\gamma_H\) and \(\gamma_H^*\) yields:
$$\frac{Z_n}{Z_r} = \frac{D_s}{D_r} + 2.$$
These equations form the foundation for parametric design, linking geometric parameters to kinematic behavior.
Parametric Design Methodology
The design of a planetary roller screw mechanism involves determining the dimensions of all components based on operational requirements. We start by defining key parameters such as load capacity, travel length, speed, and accuracy. The screw lead is often selected first, as it influences resolution and speed. For high-precision applications, leads as small as 0.5 mm or less are feasible, while larger leads may be used for faster traversal. The number of rollers, typically between 5 and 12, affects load distribution and stiffness; more rollers increase capacity but add complexity. Using the derived relationships, we can compute the pitch diameters, number of starts, and gear tooth counts systematically.
A critical aspect is ensuring thread compatibility. The thread profile is usually triangular with a 90° included angle, though other profiles like trapezoidal can be used for specific needs. The basic tooth height \(H\) is half the pitch \(B\):
$$H = 0.5B.$$
For external threads (screw and rollers), the tooth height includes a clearance \(a_c\) (typically 0.15 mm):
$$H_2 = H + a_c.$$
The crest height \(Z\) is a quarter of the pitch:
$$Z = 0.25B.$$
Thus, the major diameter \(D_3\) and minor diameter \(D_1\) are:
$$D_3 = D + 2Z,$$
$$D_1 = D_3 – 2H_2,$$
where \(D\) is the pitch diameter. These formulas apply to the screw, rollers, and nut accordingly.
For the gear teeth at the roller ends and internal gear rings, standard gear design principles apply. The module \(m\) is chosen based on size constraints, and tooth numbers are derived from the earlier ratio \(\frac{Z_n}{Z_r}\). The pressure angle \(\beta\) is typically 20°, with addendum coefficient \(h_a^* = 1\) and dedendum coefficient \(c^* = 0.25\). Key gear dimensions include:
– Pitch diameter: \(D_2 = m Z\)
– Addendum: \(h_a = h_a^* m\)
– Dedendum: \(h_f = (h_a^* + c^*) m\)
– Tip diameter: \(D_a = D_2 + 2h_a\)
– Root diameter: \(D_f = D_2 – 2h_f\)
– Base diameter: \(D_b = D_2 \cos \beta\)
To facilitate design, we summarize the parameter relationships in Table 1, which serves as a quick reference for engineers.
| Parameter | Symbol | Relationship or Formula |
|---|---|---|
| Screw lead | \(P_s\) | \(P_s = P_n\) |
| Nut lead | \(P_n\) | \(P_n = P_s\) |
| Helix angle | \(\theta\) | \(\theta_s = \theta_n = \theta_r\) |
| Nut pitch diameter | \(D_n\) | \(D_n = D_s + 2D_r\) |
| Number of starts | \(n_s, n_n\) | \(n_n = n_s = \frac{D_n}{D_r}\) |
| Roller pitch diameter | \(D_r\) | \(D_r = \frac{D_s}{3}\) (common ratio) |
| Gear tooth ratio | \(Z_n / Z_r\) | \(\frac{Z_n}{Z_r} = \frac{D_s}{D_r} + 2\) |
| Basic tooth height | \(H\) | \(H = 0.5B\) |
| Tooth crest height | \(Z\) | \(Z = 0.25B\) |
| Contact angle | \(\eta\) | Typically 45° for optimal load distribution |
In practice, the design process begins with specifying the application requirements. For instance, in a CNC machine tool, the planetary roller screw mechanism must handle varying loads during different machining stages: roughing, finishing, and rapid traversing. We define the axial load \(F\), speed \(n\), and duty cycle for each stage. The average speed \(n_m\) and weighted average load \(F_m\) are calculated to represent equivalent operating conditions. Let \(t_i\) be the time percentage and \(n_i\) the speed for stage \(i\):
$$n_m = \sum_{i=1}^{k} \frac{t_i}{100} n_i.$$
For loads \(F_i\) at each stage, the equivalent load considering speed variations is:
$$F_m = \sqrt[3]{\sum_{i=1}^{k} \frac{t_i}{100} \cdot \frac{n_i}{n_m} \cdot F_i^3}.$$
These values guide the selection of the screw diameter and lead to ensure adequate fatigue life and stiffness.
Application Case Study: CNC Machine Tool Drive
To illustrate the parametric design, we consider a planetary roller screw mechanism for a CNC machine tool worktable. The operating conditions include multiple phases: limit load, rough machining, finish machining, and rapid feed. The required static load capacity is 70 kN, dynamic load capacity is 60 kN, and the mechanism must endure high speeds up to 1300 rpm with a travel length of 700 mm. We perform strength and stability checks to validate the design.
First, we analyze the actual working conditions. The average speed is computed from the given data:
$$n_m = \frac{5}{100} \times 13 + \frac{25}{100} \times 100 + \frac{35}{100} \times 70 + \frac{5}{100} \times 1300 = 115.15 \text{ rpm}.$$
The weighted average load, accounting for both load and speed variations, is:
$$F_m = \sqrt[3]{\frac{5}{100} \cdot \frac{13}{115.15} \cdot 9000^3 + \frac{25}{100} \cdot \frac{100}{115.15} \cdot 4000^3 + \frac{35}{100} \cdot \frac{70}{115.15} \cdot 3500^3 + \frac{5}{100} \cdot \frac{1300}{115.15} \cdot 900^3} \approx 3017.50 \text{ N}.$$
For linear load changes, the mean weighted load is:
$$F_m = \frac{F_{\text{min}} + 2F_{\text{max}}}{3} = 3720.07 \text{ N},$$
where \(F_{\text{min}}\) and \(F_{\text{max}}\) are the minimum and maximum equivalent loads. The drive torque at peak load includes the lifting torque, lowering torque, and bearing friction torque. With a screw lead \(P_s = 10 \text{ mm}\), reduction ratio \(i = 1\), and efficiencies \(\rho_1 = 0.87\) (rising) and \(\rho_2 = 0.83\) (lowering), the torque components are:
$$M_{F1} = \frac{F_1 P_s i}{2000 \pi \rho_1} = \frac{9000 \times 10 \times 1}{2000 \pi \times 0.87} \approx 16.46 \text{ N·m},$$
$$M_{F2} = \frac{F_2 P_s i \rho_2}{2000 \pi} = \frac{9000 \times 10 \times 1 \times 0.83}{2000 \pi} \approx 11.89 \text{ N·m}.$$
Assuming a bearing friction torque \(M_z = 0.3 \text{ N·m}\), the total drive torque at constant speed peak is:
$$M_m = M_{F1} + M_{F2} + M_z = 28.65 \text{ N·m}.$$
Next, we conduct strength design calculations. The screw must withstand axial tension/compression and torsional shear. Using the von Mises criterion, the equivalent stress \(\sigma_e\) at the critical section is:
$$\sigma_e = \sqrt{ \left( \frac{4F}{\pi D_{s1}^2} \right)^2 + 3 \left( \frac{M_m}{0.2 D_{s1}^3} \right)^2 } \leq [\sigma_p],$$
where \(D_{s1}\) is the screw minor diameter, and \([\sigma_p]\) is the allowable tensile stress (e.g., 167 MPa for typical steel). For a screw minor diameter of 29 mm, we compute:
$$\sigma_e = \sqrt{ \left( \frac{4 \times 9000}{\pi \times 29^2} \right)^2 + 3 \left( \frac{28.65}{0.2 \times 29^3} \right)^2 } \approx 17.00 \text{ MPa} \leq 167 \text{ MPa}.$$
Thread shear strength is checked by evaluating the shear stress \(\tau_L\) at the thread root:
$$\tau_L = \frac{F}{\pi D_{s1} s C} \leq [\tau_p],$$
where \(s = 0.74 B_s\) is the thread root width (\(B_s = 2 \text{ mm}\) is the screw pitch), \(C\) is the number of engaged threads (taken as 30), and \([\tau_p]\) is the allowable shear stress. Plugging in values:
$$\tau_L = \frac{9000}{\pi \times 29 \times (0.74 \times 2) \times 30} \approx 2.22 \text{ MPa},$$
which is well within safe limits.
Stability against buckling is crucial for long screws. For a screw with one end fixed and one free, the critical buckling load \(F_L\) is:
$$F_L = \frac{\pi^3 E D_{s1}^4}{64 (\beta l)^2} = k \frac{D_{s1}^4}{l^2},$$
where \(E\) is the elastic modulus (210 GPa for steel), \(\beta = 2\) for the end condition, \(l = 700 \text{ mm}\) is the unsupported length, and \(k = \pi^3 E / (64 \beta^2) \approx 2.5 \times 10^4 \text{ N/mm}^2\). With \(D_{s1} = 29 \text{ mm}\):
$$F_L = 2.5 \times 10^4 \times \frac{29^4}{700^2} \approx 25.2 \text{ kN} > 9 \text{ kN} (\text{maximum axial load}),$$
so stability is assured.
Wear resistance dictates the minimum screw pitch diameter based on the load and number of starts. The required pitch diameter \(D_s\) satisfies:
$$D_s \geq 0.65 \sqrt[1.5]{\frac{F}{n_s}} = 0.65 \sqrt[1.5]{\frac{9000}{5}} \approx 22.52 \text{ mm}.$$
We select \(D_s = 30 \text{ mm}\) to provide a safety margin and meet the stiffness requirements. Based on this, we compute all other parameters, as summarized in Table 2.
| Component | Parameter | Symbol | Value |
|---|---|---|---|
| Screw | Pitch diameter | \(D_s\) | 30 mm |
| Lead | \(P_s\) | 10 mm | |
| Number of starts | \(n_s\) | 5 | |
| Pitch | \(B_s\) | 2 mm | |
| Major diameter | \(D_{s3}\) | 31 mm | |
| Minor diameter | \(D_{s1}\) | 28.7 mm | |
| Roller | Pitch diameter | \(D_r\) | 10 mm |
| Number of starts | \(n_r\) | 1 | |
| Pitch | \(B_r\) | 2 mm | |
| Major diameter | \(D_{r3}\) | 11 mm | |
| Minor diameter | \(D_{r1}\) | 8.7 mm | |
| Number of rollers | \(n\) | 9 | |
| Nut | Pitch diameter | \(D_n\) | 50 mm |
| Major diameter | \(D_{n3}\) | 51 mm | |
| Minor diameter | \(D_{n1}\) | 48.7 mm | |
| Number of starts | \(n_n\) | 5 | |
| Roller End Gear | Number of teeth | \(Z_r\) | 20 |
| Module | \(m\) | 0.5 mm | |
| Pitch diameter | \(D_{r2}\) | 10 mm | |
| Tip diameter | \(D_{ar}\) | 11 mm | |
| Root diameter | \(D_{fr}\) | 8.75 mm | |
| Internal Gear Ring | Number of teeth | \(Z_n\) | 100 |
| Module | \(m\) | 0.5 mm | |
| Pitch diameter | \(D_{n2}\) | 50 mm | |
| Tip diameter | \(D_{an}\) | 51 mm | |
| Root diameter | \(D_{fn}\) | 48.75 mm | |
| General | Helix angle | \(\theta\) | 6.057° |
| General | Contact angle | \(\eta\) | 45° |
These parameters ensure that the planetary roller screw mechanism meets the operational demands of the CNC machine tool. The design balances load capacity, speed, and precision, leveraging the advantages of the planetary roller screw configuration.
Three-Dimensional Modeling and Virtual Assembly
To verify the parametric design, we create a three-dimensional digital model using CAD software such as Pro/ENGINEER or SolidWorks. The modeling process begins with the screw. Since the screw has multiple starts, we first generate a single thread via helical sweep, using the lead as the pitch. The thread profile is a 90° triangle with the calculated dimensions. We then array this thread around the axis, with the number of instances equal to the number of starts (5), to form the complete screw geometry. For the rollers, we adopt a similar approach: extrude a cylindrical body, then cut the thread using helical sweep with the roller pitch. The roller ends are designed with gear teeth; we sketch the tooth profile based on the gear parameters, create a single tooth via extrusion or cutting, and pattern it circularly to achieve the required tooth count (\(Z_r = 20\)). The nut is modeled as a hollow cylinder with internal threads that match the screw threads in lead and profile. The internal gear rings are created as separate parts, with teeth that mesh with the roller end gears.
Assembly proceeds in a logical sequence. First, the internal gear rings are positioned symmetrically inside the nut and secured. The planetary carrier, which holds the rollers, is attached to one end of the nut. The rollers are inserted into the nut, with their end gears engaging the internal gear rings and their smooth shafts fitting into holes on the planetary carrier. We use a circular pattern to place all rollers (9 in this case) evenly around the screw axis. Another planetary carrier is then fixed at the opposite end to fully support the rollers. Finally, the screw is threaded through the assembly, ensuring proper meshing with the roller threads. During virtual assembly, interference checks are performed to detect any clashes, particularly between threads and gear teeth. Adjustments, such as fine-tuning thread clearances, can be made to eliminate interferences without compromising performance.
This virtual prototyping validates the dimensional accuracy and fit of all components. It also allows for simulation of motion to confirm that the planetary roller screw mechanism operates smoothly, with the rollers executing planetary motion as intended. The model can be exported for finite element analysis to assess stress distribution and deformation under load, further refining the design.
Material Selection and Manufacturing Considerations
The performance of a planetary roller screw mechanism heavily depends on material properties and manufacturing precision. For high-load applications, components like the screw, rollers, and nut are typically made from high-carbon chromium bearing steel, such as GCr15. This material offers excellent wear resistance, high contact fatigue strength, and good hardenability, achieving uniform hardness after heat treatment. It ensures durability and maintains dimensional stability under heavy loads and repeated cycles. For the internal gear rings and planetary carrier, alloy steel like 42CrMo is preferred due to its high strength, toughness, and resistance to creep at elevated temperatures. These materials contribute to the overall reliability of the planetary roller screw mechanism.
Manufacturing processes must address the complexity of threading and gear cutting. The screw and roller threads are often ground or rolled to achieve precise profiles and surface finishes. For the rollers, a critical step is ensuring that the gear teeth at the ends are aligned with the threads; this is typically done by machining the threads first, then cutting the gear teeth using methods like gear hobbing or shaping, taking care to reference the same starting point on each roller to maintain phase consistency. The nut threads can be broached or tapped, while the internal gear rings are produced via gear shaping or wire EDM for accuracy. Advanced techniques, such as thread rolling for the rollers, can enhance surface integrity and load capacity by inducing compressive residual stresses.
Quality control involves measuring critical dimensions like pitch diameters, lead accuracy, and tooth profiles. Assembly requires careful alignment to avoid binding and ensure smooth operation. Run-in testing under load helps seat the components and identify any issues before deployment. The parametric design approach, coupled with rigorous manufacturing, ensures that the planetary roller screw mechanism delivers the promised advantages in real-world applications.
Performance Analysis and Optimization
Beyond basic design, we can analyze the performance of the planetary roller screw mechanism in terms of efficiency, stiffness, and dynamic response. The transmission efficiency \(\eta\) is influenced by friction losses at the thread contacts and gear meshes. For a well-lubricated system, efficiency can exceed 90%, significantly higher than that of ball screws under similar conditions due to the rolling contact and multiple load paths. The axial stiffness \(K\) is a key metric for precision applications, determined by the elasticity of the screw, rollers, and nut. For a planetary roller screw mechanism, the stiffness can be approximated by considering the series combination of individual thread contact stiffnesses:
$$\frac{1}{K} = \frac{1}{K_s} + \frac{1}{K_r} + \frac{1}{K_n},$$
where \(K_s\), \(K_r\), and \(K_n\) are the stiffness contributions from the screw, roller, and nut threads, respectively. Each contact stiffness depends on the material modulus, contact area, and load distribution. Finite element analysis can provide detailed insights, but simplified formulas based on Hertzian contact theory are often used in preliminary design.
Dynamic performance involves evaluating critical speeds and vibration modes. The first critical speed \(n_{cr}\) of the screw, which can cause resonance, is given by:
$$n_{cr} = \frac{30}{\pi} \sqrt{\frac{k}{m}},$$
where \(k\) is the effective stiffness and \(m\) is the mass of the moving parts. For high-speed operation, such as in rapid feed stages, the planetary roller screw mechanism must operate below this threshold to avoid instability. Damping from the lubricant and structural elements helps mitigate vibrations.
Optimization of the planetary roller screw mechanism can focus on parameters like the number of rollers, helix angle, and contact angle to maximize load capacity or minimize size. For instance, increasing the number of rollers enhances load sharing but may reduce the space for lubrication channels. The contact angle \(\eta\) (typically 45°) affects the axial and radial load components; adjusting it can tailor the mechanism for specific force directions. Multi-objective optimization algorithms, such as genetic algorithms or particle swarm optimization, can be employed to find Pareto-optimal solutions balancing competing goals like weight, stiffness, and cost. Table 3 presents a comparison of different design variants for the CNC machine tool case, highlighting trade-offs.
| Variant | Number of Rollers | Helix Angle (°) | Contact Angle (°) | Axial Stiffness (N/μm) | Estimated Efficiency (%) | Relative Cost |
|---|---|---|---|---|---|---|
| Base Design | 9 | 6.057 | 45 | 350 | 92 | 1.00 |
| High-Capacity | 12 | 5.0 | 45 | 480 | 90 | 1.30 |
| High-Speed | 7 | 10.0 | 40 | 300 | 94 | 0.95 |
| Compact | 9 | 6.057 | 50 | 320 | 91 | 1.10 |
Such analyses demonstrate the flexibility of the parametric design approach, allowing engineers to customize the planetary roller screw mechanism for diverse applications.
Conclusion
This article has detailed a comprehensive parametric design methodology for the planetary roller screw mechanism, covering its working principles, kinematic relationships, and structural parameter derivations. Through an application case in a CNC machine tool, we illustrated how to compute key dimensions, perform strength and stability checks, and validate the design via three-dimensional modeling and virtual assembly. The planetary roller screw mechanism offers significant advantages over traditional ball screws, including higher load capacity, compactness, and longevity, making it suitable for demanding environments. Our parametric framework provides a systematic tool for engineers to develop customized solutions, ensuring optimal performance. Future work could explore advanced materials, lubrication strategies, and real-time monitoring to further enhance the reliability and efficiency of planetary roller screw mechanisms in industrial applications.
The integration of parametric design with digital tools streamlines the development process, reducing time and cost while improving accuracy. As automation and precision requirements grow, the adoption of planetary roller screw mechanisms is poised to expand, driven by their superior characteristics. We encourage continued research into optimization techniques and manufacturing innovations to unlock the full potential of this transformative technology.