
In the realm of precision mechanical transmission systems, the planetary roller screw mechanism stands out as a critical component for converting rotational motion into linear motion with high efficiency, thrust capacity, and longevity. My research focuses on addressing a persistent challenge in planetary roller screw mechanisms: uneven load distribution across the engaging threads, which can lead to premature wear, fatigue failure, and reduced service life. Through extensive finite element analysis and analytical modeling, I have developed and evaluated a novel thread modification method aimed at optimizing load sharing among the threads in a planetary roller screw mechanism. This article presents my comprehensive investigation into the effects of roller thread modification on load distribution, detailing the methodology, results, and implications for the design of high-performance planetary roller screw systems.
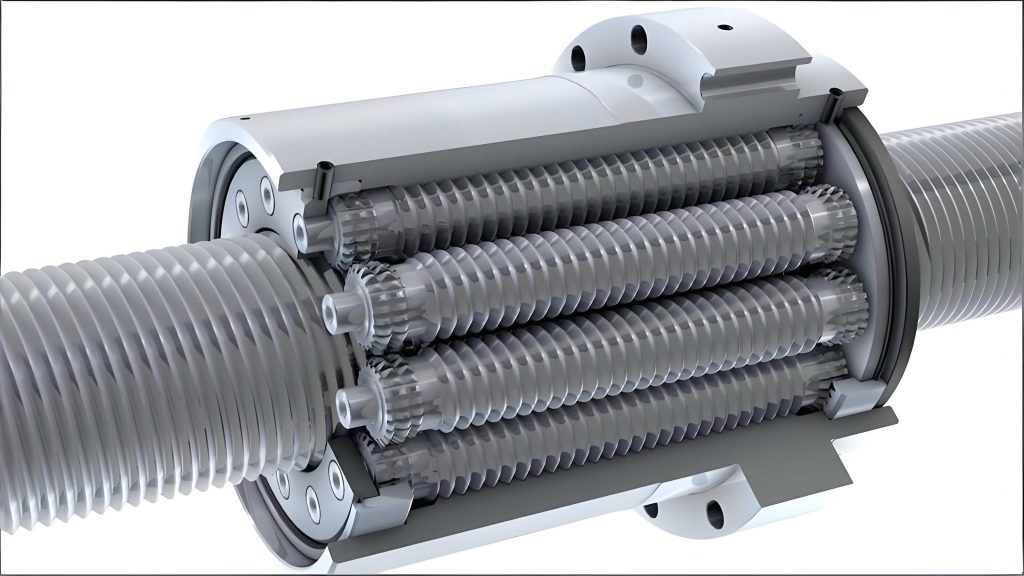
The planetary roller screw mechanism is a sophisticated assembly comprising a central screw, multiple planetary rollers, a nut, and often a ring gear and retainer. Its operation relies on the meshing of threads between the screw, rollers, and nut to transmit force. In high-load applications, such as aerospace actuators, deep-sea exploration equipment, and medical devices, the planetary roller screw mechanism must withstand significant axial forces. However, due to cumulative deformations from Hertzian contact, thread bending, and axial segment deflections, the load is not uniformly distributed along the engaged threads. Typically, the threads near the fixed support or load application points bear disproportionately high stresses, accelerating fatigue and limiting the overall capacity of the planetary roller screw mechanism. My work seeks to mitigate this by introducing controlled modifications to the roller threads, thereby compensating for deformation-induced load imbalances and promoting more uniform load distribution across all active threads in the planetary roller screw mechanism.
To understand the load distribution in a planetary roller screw mechanism, I first established a detailed finite element model. The model assumptions included material isotropy for all components (screw, rollers, nut) and symmetry to reduce computational complexity. Specifically, for a planetary roller screw mechanism with n rollers, I modeled only a 1/n sector, leveraging periodic symmetry. The material properties were set to those of GCr15 bearing steel, with an elastic modulus of 212 GPa, a Poisson’s ratio of 0.29, and a yield strength of 1,617 MPa. The key geometric parameters of the planetary roller screw mechanism under study are summarized in Table 1.
| Component | Pitch Diameter (mm) | Major Diameter (mm) | Minor Diameter (mm) | Pitch (mm) | Number of Starts |
|---|---|---|---|---|---|
| Screw | 24 | 24.64 | 23.12 | 2 | 5 |
| Roller | 8 | 8.64 | 7.12 | 2 | 1 |
| Nut | 40 | 40.88 | 39.36 | 2 | 5 |
Meshing was performed with particular attention to the contact regions between the roller and screw, and the roller and nut. Due to differing helix angles, the contact points on the screw side are offset from the plane containing the screw and roller axes, while on the nut side, they lie within that plane. I used eight-node linear brick elements (C3D8I) with incompatible modes for the contact zones to accurately capture stress concentrations, and coarser meshes elsewhere to optimize computation time. Boundary conditions were applied to simulate real-world operating scenarios: the screw end was fixed, while the nut was allowed only axial translation, and a symmetric constraint was imposed on the sector faces. An axial load of 5,000 N was applied to the nut end face, representing a total load capacity of 5 metric tons distributed over 10 rollers in the planetary roller screw mechanism.
Validation of the finite element model was crucial. I compared the load distribution results from my model with established analytical solutions from literature for two common installation configurations: opposite-side installation (screw compressed, nut compressed) and same-side installation (screw compressed, nut tensioned). The thread load distribution, expressed as axial force per thread, showed excellent agreement between my finite element results and the analytical predictions, confirming the accuracy of my modeling approach for the planetary roller screw mechanism. This validation step ensured that subsequent analyses of modified threads would be based on a reliable foundation.
The core of my research involves a proposed thread modification method for the planetary roller screw mechanism. The principle is to intentionally alter the half-tooth thickness of the roller threads along their helical path to pre-compensate for the cumulative elastic deformations that occur under load. In an unmodified planetary roller screw mechanism, these deformations—comprising axial compression of the screw and nut segments, bending of the threads, and local Hertzian contact deformation—lead to a progressive increase or decrease in effective clearance between mating threads, causing uneven load sharing. My modification strategy linearly reduces the half-tooth thickness of the roller threads, starting from the free end towards the loaded end on each side (screw-side and nut-side). The maximum reduction at the end of the thread is defined as the modification amount, Δx. This creates a graduated clearance that counteracts the deformation accumulation, promoting more uniform contact pressure when the planetary roller screw mechanism is loaded.
Mathematically, if the roller has a pitch P and n engaged threads, and the modification amount Δx is applied linearly over the n threads, the change in half-tooth thickness at any thread position i (from 1 at the free end to n at the loaded end) can be described as:
$$ \Delta h_i = \Delta x \cdot \frac{i-1}{n-1} $$
where Δh_i is the reduction at thread i. This modification alters the axial gap between the roller and its mating component (screw or nut). The total axial displacement compensation provided by the modification over n threads is the sum of the individual reductions, which for a linear progression is:
$$ S_{mod} = \sum_{i=1}^{n} \Delta h_i = \frac{n \Delta x}{2} $$
This compensation aims to offset the cumulative axial deformation δ_total under load, which is the sum of the screw, roller, and nut axial deformations (δ_screw, δ_roller, δ_nut) and the thread approach due to contact compliance. For the planetary roller screw mechanism studied, the measured cumulative deformation from the unmodified model was approximately 0.03348 mm. The goal of modification is to make S_mod approach this value appropriately for each side to balance loads.
To implement this modification in manufacturing, one could adjust the grinding wheel feed during thread finishing. For a roller rotating with angular velocity ω, the required feed velocity v(t) to achieve a linear thickness reduction is not constant but accelerates. The average feed velocity over one revolution covering n threads is:
$$ \bar{v} = \frac{S_{mod} + nP}{t_{total}} $$
where t_total = 2πn/ω is the total time to grind n threads. The feed velocity as a function of time t becomes:
$$ v(t) = \frac{P\omega}{2\pi} + \frac{\Delta x \omega^2}{4n\pi^2} t $$
with the acceleration a = Δx ω²/(4nπ²). This controlled feed produces the desired linear profile on the roller threads of the planetary roller screw mechanism.
I investigated a range of modification amounts Δx for both the nut-side and screw-side roller threads independently, from 0.002 mm to 0.014 mm in steps of 0.002 mm. For each case, I constructed a new finite element model of the planetary roller screw mechanism with the modified roller, applied the same boundary conditions and load (5,000 N axial on nut), and computed the load distribution across all 20 engaged threads on each side. The load on each thread, F_i, was extracted from the contact forces. To quantitatively assess the uniformity of load distribution, I used statistical measures: the mean load per thread \(\bar{F}\), which should ideally equal the total load divided by the number of threads (250 N for my model), and the standard deviation \(S_F\) of the thread loads, which indicates the spread around the mean. A smaller \(S_F\) signifies more uniform loading. The formulas are:
$$ \bar{F} = \frac{1}{n} \sum_{i=1}^{n} F_i $$
$$ S_F = \sqrt{ \frac{1}{n} \sum_{i=1}^{n} (F_i – \bar{F})^2 } $$
Table 2 presents the results for the nut-side load distribution under various modification amounts Δx_nut, with the screw-side left unmodified initially.
| Δx_nut (mm) | Max Load (N) | Min Load (N) | \(\bar{F}\) (N) | \(S_F\) (N) |
|---|---|---|---|---|
| 0.000 | 333.340 | 221.026 | 250.002 | 28.326 |
| 0.002 | 308.483 | 234.971 | 250.002 | 17.863 |
| 0.004 | 294.108 | 236.749 | 250.002 | 14.005 |
| 0.006 | 284.147 | 235.816 | 250.002 | 14.044 |
| 0.008 | 300.037 | 232.280 | 250.001 | 18.062 |
| 0.010 | 313.667 | 226.420 | 250.002 | 23.747 |
| 0.012 | 330.810 | 218.833 | 250.002 | 31.058 |
| 0.014 | 345.747 | 211.355 | 250.002 | 37.827 |
The data shows that as Δx_nut increases from 0 to 0.006 mm, the standard deviation \(S_F\) decreases, reaching a minimum around 0.004-0.006 mm. This indicates improved load uniformity on the nut side of the planetary roller screw mechanism. Beyond 0.006 mm, \(S_F\) increases, indicating that excessive modification reintroduces imbalance. The minimum load is highest at Δx_nut = 0.004 mm, and the maximum load is lowest at Δx_nut = 0.006 mm. Thus, the optimal modification for the nut-side roller threads appears to lie between 0.004 mm and 0.006 mm.
Similarly, I analyzed the screw-side load distribution with varying Δx_screw, keeping the nut-side unmodified. The results are in Table 3.
| Δx_screw (mm) | Max Load (N) | Min Load (N) | \(\bar{F}\) (N) | \(S_F\) (N) |
|---|---|---|---|---|
| 0.000 | 380.837 | 193.835 | 250.001 | 53.105 |
| 0.002 | 356.837 | 211.593 | 250.001 | 41.716 |
| 0.004 | 343.996 | 218.458 | 250.001 | 35.636 |
| 0.006 | 332.353 | 223.816 | 250.001 | 29.801 |
| 0.008 | 317.650 | 226.117 | 250.001 | 24.097 |
| 0.010 | 303.643 | 228.789 | 250.001 | 19.848 |
| 0.012 | 292.469 | 230.936 | 250.001 | 17.500 |
| 0.014 | 295.605 | 230.752 | 250.001 | 17.851 |
For the screw side, the standard deviation \(S_F\) monotonically decreases with increasing Δx_screw up to 0.012 mm, where it reaches a minimum of 17.500 N. Concurrently, the maximum load decreases and the minimum load increases, demonstrating a significant improvement in load distribution uniformity. The screw side of the planetary roller screw mechanism exhibits more severe load imbalance initially (higher \(S_F\) at Δx=0) compared to the nut side, primarily due to the lower axial stiffness of the screw segment relative to the nut segment. This makes the screw-side load distribution more sensitive to the cumulative deformation effect in an unmodified planetary roller screw mechanism.
Based on these individual analyses, I proceeded to determine the combined optimal modification amounts for both sides of the roller in the planetary roller screw mechanism. I tested two promising combinations: (1) Δx_nut = 0.004 mm with Δx_screw = 0.012 mm, and (2) Δx_nut = 0.006 mm with Δx_screw = 0.012 mm. The load distributions for these two optimized cases are summarized in Table 4.
| Case (Δx_nut, Δx_screw) mm | Nut-side \(S_F\) (N) | Screw-side \(S_F\) (N) | Overall Assessment |
|---|---|---|---|
| (0.004, 0.012) | 16.401 | 17.500 | Good improvement |
| (0.006, 0.012) | 13.483 | 17.500 | Best uniformity |
The results clearly indicate that the combination of Δx_nut = 0.006 mm and Δx_screw = 0.012 mm yields the lowest standard deviation on the nut side (13.483 N) while maintaining the optimal screw-side uniformity (17.500 N). This represents the most balanced load distribution achievable with linear thread modification for this specific planetary roller screw mechanism under the given loading and installation conditions. The load profiles show that the previously high loads on the first few threads near the fixed end are reduced, and the loads on the later threads are increased, leading to a flatter distribution curve across all threads in the planetary roller screw mechanism.
The effectiveness of the modification can be further understood by considering the deformation compensation. The cumulative axial deformation from the unmodified model was about 0.03348 mm. The total modification compensation on both sides for the optimal case is not simply additive, as the deformations interact. However, the screw-side modification of 0.012 mm over 20 threads provides a compensation of \(S_{mod,screw} = (20 \times 0.012)/2 = 0.12\) mm in terms of total thickness reduction, which is a geometric change that alters the clearance. The nut-side modification of 0.006 mm gives \(S_{mod,nut} = 0.06\) mm. These values are of the same order as the elastic deformations but are tailored to offset the specific deformation patterns on each side of the planetary roller screw mechanism.
The thread modification method I propose directly addresses the root cause of load imbalance in planetary roller screw mechanisms: the elastic deflection stack-up. By pre-shaping the roller threads, we effectively introduce a controlled geometric mismatch that, under load, transforms into a more uniform contact pressure distribution. This is analogous to profile modifications in gears but applied to the helical thread geometry of a planetary roller screw mechanism. The benefits are multifold: reduced maximum contact stress on the most heavily loaded threads, lower risk of fatigue failure, decreased wear, and potentially increased overall load capacity and life for the planetary roller screw mechanism.
It is important to note that the optimal modification amounts I found are specific to the parameters of the planetary roller screw mechanism studied: the dimensions in Table 1, the material properties, the installation configuration (opposite-side, screw compressed, nut compressed), and the applied load. For a different planetary roller screw mechanism with altered pitch, diameter, number of rollers, or loading condition, the optimal Δx values would likely differ. The methodology, however, is general. Designers can apply the same finite element analysis approach, scanning a range of modification amounts for their specific planetary roller screw mechanism to identify the optimum. The relationship between modification amount and load distribution uniformity can be expressed through a response function, which could be approximated by a quadratic model based on my data:
$$ S_F(\Delta x) \approx a \Delta x^2 + b \Delta x + c $$
where coefficients a, b, c depend on the side (nut or screw) and the planetary roller screw mechanism geometry. Minimizing this function yields the optimal Δx.
Furthermore, the thread modification process is feasible with modern precision grinding equipment. By programming the non-linear feed velocity profile derived earlier, manufacturers can produce rollers with the desired linear half-tooth thickness reduction for a planetary roller screw mechanism. This adds a step to the manufacturing process but offers significant performance gains. Quality control would involve verifying the thread profile using coordinate measuring machines or optical profilometers.
In conclusion, my investigation demonstrates that thread modification of the planetary rollers is a highly effective strategy for improving load distribution in planetary roller screw mechanisms. Through systematic finite element analysis, I have shown that linearly reducing the half-tooth thickness of the roller threads from the free end to the loaded end can compensate for cumulative elastic deformations and promote uniform load sharing. For the specific planetary roller screw mechanism configuration analyzed, the optimal modification amounts were 0.006 mm on the nut-side and 0.012 mm on the screw-side, resulting in a significant reduction in load variation across threads. This approach enhances the reliability, load capacity, and service life of planetary roller screw mechanisms, making them even more suitable for demanding applications in aerospace, robotics, and industrial machinery. Future work could explore non-linear modification profiles, the effect of dynamic loads, and experimental validation on physical prototypes of planetary roller screw mechanisms. The principles established here provide a solid foundation for the design of next-generation high-performance planetary roller screw mechanisms with optimized load-bearing characteristics.