
Looking back at the landscape of 2014, one term dominated the manufacturing sector and even the broader economic discourse in my country: the industrial robot. Driven by rising labor costs, industrial restructuring, and crucially, a significant reduction in the price of industrial robots to an accessible level, their adoption surged. The cost for a standard material-handling robot arm (under 15kg payload) from one of the “Big Four” global robotics suppliers, excluding end-effectors and tooling, had approached approximately 200,000 RMB. While this represented 5 to 6 times the annual salary of an ordinary operator, the economics became compelling. An industrial robot can work 24 hours a day across three shifts, devoid of fatigue, emotion, or the need for social insurance, housing, or protective gear. Furthermore, with an average lifespan exceeding 10 years, the annualized depreciation and maintenance costs amount to only 300,000 to 400,000 RMB. Given its continuous operation, the actual cost of ownership fell significantly below that of human labor. Coupled with national policies advocating for industrial upgrading, 2014 witnessed an unprecedented focus on industrial robotics. Industry insiders estimated the installation volume in my country that year exceeded 40,000 units, accounting for 20% of the global total, surpassing Japan to become the world’s largest consumer market for industrial robots.
However, this explosive growth laid bare a critical technological dependency. One of the core technologies of an industrial robot, the very heart of its mechanical structure—the robot joint, and specifically the precision rotary vector reducer (RV reducer) within it—revealed a significant gap in domestic capability.
1. The Technological Landscape of the Rotary Vector Reducer
Currently, two main types of reducers are employed in robotics: the Rotary Vector (RV) reducer and the Harmonic Drive reducer. In articulated robots, the rotary vector reducer is typically used in heavy-load positions such as the base, upper arm, and shoulder due to its superior stiffness and rotational accuracy. The Harmonic Drive, being lighter and more compact, is often deployed in the forearm, wrist, or hand. The global market for high-precision robotic rotary vector reducers is dominated by Japanese manufacturers. Approximately 75% of the world’s precision speed reducers for robotics are supplied by just two companies: Nabtesco and Harmonic Drive. This includes major international robot manufacturers like ABB, FANUC, and KUKA, whose robots heavily rely on reducers from these two firms. While other players like Germany’s SEW and FLENDER hold some market share, the dominance in the critical, high-stiffness rotary vector reducer segment for robot joints remains concentrated.
Consequently, domestic robot manufacturers remain heavily reliant on imports, primarily from Nabtesco and Harmonic Drive, for the rotary vector reducers used in their robots’ base, arm, and shoulder joints. Although domestic companies like Shanghai Electric Machinery and Qinchuan Machine Tool have initiated R&D efforts—with the latter investing significantly in a joint project—they face immense challenges in competing effectively within this fiercely competitive and technologically intensive market.
2. Manufacturing Key Components: The Heart of the Matter
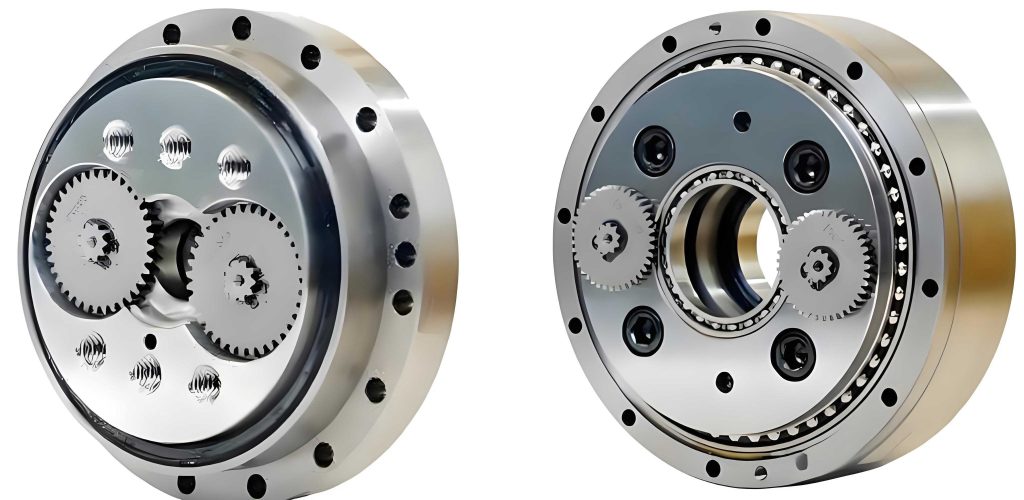
The superior performance of the rotary vector reducer stems from its unique two-stage reduction design, which combines high reduction ratio with exceptional torsional rigidity and backlash precision. The operation can be summarized in two stages:
- First Stage (Input): The input from the servo motor drives a primary spur gear, which meshes with three planetary gears (mounted on crankshafts), providing the initial speed reduction.
- Second Stage (RV Reduction): The crankshafts cause an eccentric motion. Mounted on these crankshafts are RV gears (cycloid disks). These RV gears engage with a ring of stationary pin gears housed in the pin gear casing. The eccentric motion of the crankshafts forces the RV gears to undergo a compound cycloidal motion, which is then translated into the rotation of the output flange. This stage provides the main, high-ratio reduction.
The kinematic relationship governing the reduction ratio ($i$) of a standard rotary vector reducer is given by:
$$ i = 1 + \frac{Z_p}{Z_{RV}} $$
where $Z_p$ is the number of pins in the stationary pin gear and $Z_{RV}$ is the number of lobes (teeth) on the RV gear (cycloid disk). Typically, $Z_{RV} = Z_p – 1$, leading to a high single-stage reduction. When combined with the first planetary stage, the total ratio becomes:
$$ i_{total} = \left(1 + \frac{Z_p}{Z_{RV}}\right) \times \frac{Z_{sun}}{Z_{planet}} $$
where $Z_{sun}$ and $Z_{planet}$ are the tooth counts of the input spur (sun) gear and the planetary gears, respectively.
The manufacturing challenge lies overwhelmingly in two key components: the RV gear (cycloid disk) and the pin gear casing. The profile accuracy of the RV gear’s curved tooth flank is exceptionally demanding. The precision of this tooth form and surface directly dictates the joint’s positioning accuracy, maximum operational speed, acceleration capability, and load-bearing capacity. This is not a standard involute gear profile and cannot be generated using conventional hobbing or shaping methods based on the principle of rolling with a rack or gear cutter. The cycloidal profile requires precise mathematical definition and specialized grinding technology.
The core challenge in machining the rotary vector reducer components is achieving and maintaining the ultra-precise form of the cycloidal tooth. The profile deviation, surface finish, and consistency across all teeth on multiple RV gears within one reducer are paramount. The following table summarizes key specifications and their impact:
| Component | Key Parameter | Typical Tolerance/Requirement | Impact on Reducer Performance |
|---|---|---|---|
| RV Gear (Cycloid Disk) | Tooth Profile Error | < 2 µm | Directly affects positional accuracy, backlash, and smoothness of motion. |
| Surface Roughness (Ra) | < 0.2 µm | Influences wear, efficiency, heat generation, and noise. | |
| Eccentricity & Phase Error | < 3 arc-sec | Causes vibration, uneven load distribution, and reduces torsional stiffness. | |
| Pin Gear Casing | Pin Hole Position Error | < 3 µm | Determines proper meshing with RV gear, affects backlash and load capacity. |
| Pin Hole Roundness & Finish | < 1.5 µm, Ra < 0.4 µm | Critical for longevity of needle bearings and consistent friction. |
The mathematical definition of the cycloidal tooth flank is based on the trajectory of a point on a generating circle rolling without slippage inside or outside a base circle. For an RV gear, the common inner-rolling epitrochoid is used. The coordinates of the tooth profile can be derived parametrically. If we consider the generating circle of radius $r_g$ rolling inside a base circle of radius $R_b$, the parametric equations for the profile are:
$$ x(\theta) = (R_b – r_g) \cos\theta + e \cos\left(\frac{R_b – r_g}{r_g} \theta\right) $$
$$ y(\theta) = (R_b – r_g) \sin\theta – e \sin\left(\frac{R_b – r_g}{r_g} \theta\right) $$
where:
$e$ is the eccentricity (offset) of the generating point from the center of the generating circle,
$\theta$ is the rotation angle of the generating circle as it rolls.
Grinding this precise, non-involute profile demands a machine tool of extraordinary capability: a high-precision CNC form grinding machine equipped with a dressable forming wheel or a CNC-controlled wheel dressing system that can replicate the complex cycloidal curve.
3. The Machine Tool Imperative and a Path for Development
The capability to produce a world-class rotary vector reducer is intrinsically linked to the availability of world-class precision machine tools. The grinding machines required are not standard commodity items. They represent the pinnacle of mechatronic engineering, combining ultra-stable mechanical structures, nanometer-level motion control, advanced thermal management, and sophisticated software for error compensation and process control.
Observing such machinery at international exhibitions is both inspiring and sobering. The technical specifications speak volumes: a high-precision CNC form grinder dedicated to rotary vector reducer components might feature a liquid-cooled high-power grinding spindle motor with radial runout under 0.001 mm, a fully automatic dynamic wheel balancing system, and a CNC-controlled follow-up coolant nozzle system. It integrates in-process gauging to ensure real-time quality control. While the machine’s footprint might be modest, its price tag reflects its specialized, high-performance nature, often equivalent to the cost of over a hundred standard domestic CNC lathes.
This disparity highlights a fundamental divergence in philosophy: the pursuit of “strength” through specialization, innovation, and extreme precision versus the pursuit of “scale” through high-volume, cost-focused production. During the period of rapid manufacturing expansion, the domestic machine tool industry performed a vital service by dramatically increasing the availability and reducing the cost of CNC technology, thereby accelerating its adoption and narrowing the general technology gap. However, this was often achieved through streamlined, high-volume assembly models. When a machine tool’s ball screw is installed in under thirty minutes on a moving assembly line, one must question what compromises are made in terms of foundational craftsmanship, meticulous fitting, and long-term precision retention. As a seasoned industry observer once noted, the machine tool industry, as the provider of “mother machines,” is not entirely analogous to the IT sector. Its progress is built on the slow, cumulative accretion of experience. Without deep reservoirs of tacit knowledge held by master craftsmen and engineers who understand the nuances of material behavior, structural dynamics, and precision assembly, achieving consistency at the highest levels of accuracy remains elusive.
Is the path to “strength” therefore unattainably long? The answer is a resounding no. Consider two illustrative examples, stripped of specific names but retaining their core lessons. The first involves a domestic aerospace manufacturer. Within their temperature-controlled workshop, amongst advanced imported machinery, stood a coordinate boring machine produced by a domestic builder in the late 1970s. After nearly three decades of service, the head machinist reported that it still held exceptional accuracy, with the original hand-scraping marks still visible on its guideways, and it was still trusted for machining critical components. This longevity and precision-keeping were direct results of masterful casting, careful stress-relieving, and painstaking manual fitting—traditional crafts deeply embedded in that factory’s historical ethos.
The second example is from abroad. A European grinding machine specialist, founded in the late 19th century, navigated over a century of economic cycles, including booms in real estate and finance. Its leadership consistently maintained that their sole expertise was in building the finest precision grinders. They resisted diversifying into seemingly more lucrative fields, focusing relentlessly on perfecting their niche. Today, they are not a financial giant, but their machines are the undisputed global benchmark in their specific application domain, chosen by all leading manufacturers in that field. They achieved strength through profound focus.
The lesson from these reflections is clear: excelling is not inherently about inaccessible technology or insurmountable resource gaps. It is profoundly about mindset and values. In an era dominated by the internet and the allure of rapid returns, the temptation to chase “fast profit” is pervasive. However, in the single-minded pursuit of “gain,” we risk losing our “craft” and ultimately our “industry.” The logic is inescapable: to gain one thing, another must be relinquished. The critical question for the domestic precision manufacturing sector, especially as it confronts challenges like mass-producing the perfect rotary vector reducer, is one of choice. What are we willing to forgo in the short term to build enduring strength for the long term? The journey to becoming a true manufacturing power depends on the answer to this question. It requires a return to the principles of deep specialization, respect for cumulative process knowledge, and an unwavering commitment to quality as the paramount objective, even at the expense of scale. Only then can the foundational capabilities be built to not only replicate but also innovate upon core technologies like the rotary vector reducer, moving from dependence to leadership.