
The pursuit of high-performance, reliable mechanical transmissions for demanding applications such as aerospace and robotics has driven significant innovation in screw mechanisms. Among these, the planetary roller screw represents a paradigm shift from the traditional ball screw, offering superior load capacity, stiffness, wear resistance, and operational life. This analysis delves into a specific and advanced variant: the differential planetary roller screw (DPRS). While inheriting the general advantages of the planetary roller screw family, the DPRS features a distinct and more compact design principle that enables higher input speeds, making it exceptionally suited for severe operational environments. However, this unique differential kinematics also introduces specific challenges related to internal sliding phenomena and preload requirements, which are critical for its smooth operation and efficiency.
Unlike standard (or RV-type) planetary roller screws where preload is primarily applied to enhance stiffness and eliminate backlash, preload in a differential planetary roller screw serves an additional, fundamental purpose. It is essential to maintain sufficient friction forces among all components even under no-load conditions to ensure proper torque transmission and prevent kinematic instability caused by its inherent differential motion. This necessity stems directly from the unique spatial meshing relationships within the assembly. Therefore, a precise understanding and predictive model for the preload torque—the torque required to initiate and sustain motion under a given preload—is vital for the optimal design and application of differential planetary roller screws.
Our investigation focuses on the detailed mechanics governing this preload torque. We will dissect the spatial meshing geometry, identify the sources of internal friction arising from both meshing slip and geometrical slide, and establish a comprehensive static equilibrium model for a single roller. This model forms the basis for calculating the overall preload torque on the screw. Finally, we will employ this model to perform a parametric study, examining the influence of key design parameters such as lead, preload force, thread profile angle, and roller crown radius.
Fundamental Mechanism and Spatial Meshing of the Differential Planetary Roller Screw
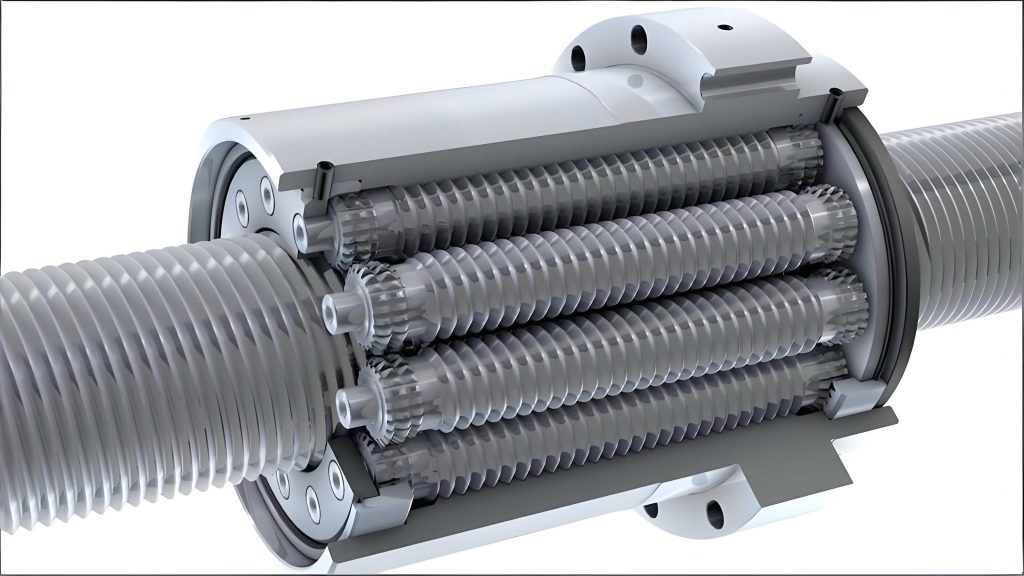
The core assembly of a differential planetary roller screw consists of four main components: a central screw, a surrounding nut, multiple planetary rollers, and a retainer or cage that maintains the angular position of the rollers. The defining characteristic of the differential type, often referred to as the PWG mechanism, lies in the thread form of the rollers and the nut. In contrast to the standard type, both the nut and the rollers feature annular grooves (often with a circular arc profile for the roller and a straight or slightly curved profile for the nut). Crucially, the roller is designed with two distinct pitch diameters: a larger diameter segment meshes with the screw, and a smaller diameter segment meshes with the nut. This diameter mismatch is the source of the “differential” effect, leading to a relative motion relationship different from a standard planetary roller screw.
To analyze the forces and kinematics, we establish a Cartesian coordinate system Oxyz fixed in space, with the z-axis coinciding with the screw’s axis of rotation. The positive z-direction is defined as the nut’s translational direction when a right-handed screw rotates counterclockwise. The x-axis lies in the plane containing the screw axis and a roller axis, pointing towards the nut side. The y-axis is determined by the right-hand rule.
Consider a single roller. Due to the annular groove design, its engagement points with the nut, denoted Q and Q’, lie on the geometric pitch line and are located within the Oxz plane. However, because the screw has a significant helix angle, its engagement points with the roller, denoted P and P’, are symmetrically displaced on either side of the Oxz plane. This spatial separation is the root cause of the meshing slip. The projection of these contact points onto the Oxy plane reveals the fundamental kinematic constraint: the lines connecting the roller axis (projected to point Q) to the screw contact points P and P’ are symmetric about the x-axis, but these points are not radially aligned with the screw center O.
Application of Preload and Contact Mechanics
Preload in a differential planetary roller screw is typically applied by one of two methods analogous to those in ball screws: using oversized rollers (larger pitch diameter) or an oversized screw. Both methods create elastic deformation at the contact interfaces, generating internal contact pressures even in the absence of an external axial load. This elastic deformation is governed by Hertzian contact theory.
The general expression for the approach (deformation) $\delta$ between two elastic bodies in point contact is given by:
$$\delta = \frac{2K(e)}{\pi m_a} \left[ \frac{3}{2} \left( \frac{1-\mu_1^2}{E_1} + \frac{1-\mu_2^2}{E_2} \right)^2 Q^2 \Sigma\rho \right]^{1/3}$$
where $\mu_i$ and $E_i$ are Poisson’s ratio and Young’s modulus for the two bodies, $K(e)$ is the complete elliptic integral of the first kind, $Q$ is the normal contact load, $m_a = [2\mathcal{L}(e)/(\pi(1-e^2)\Sigma\rho)]^{1/3}$, $\mathcal{L}(e)$ is the complete elliptic integral of the second kind, $e=\sqrt{1-(b/a)^2}$ defines the ellipticity, with $a$ and $b$ being the semi-major and semi-minor axes of the contact ellipse, and $\Sigma\rho$ is the sum of principal curvatures.
The principal curvatures at the contact between the screw and roller are:
$$\rho_{11}^s = \frac{1}{r}, \quad \rho_{12}^s = \frac{\sin \gamma}{r_s}; \quad \rho_{21}^s = 0, \quad \rho_{22}^s = \frac{\sin \gamma}{R_s}$$
Here, $r$ is the radius of the circular arc profile of the roller thread, $r_s$ is the pitch radius of the roller’s large-diameter (screw-engaging) segment, $R_s$ is the pitch radius of the screw, and $\gamma$ is the thread profile half-angle.
Similarly, for the contact between the nut and roller:
$$\rho_{11}^n = \frac{1}{r}, \quad \rho_{12}^n = \frac{\sin \gamma}{r_n}; \quad \rho_{21}^n = 0, \quad \rho_{22}^n = -\frac{\sin \gamma}{R_n}$$
where $r_n$ is the pitch radius of the roller’s small-diameter (nut-engaging) segment, and $R_n$ is the pitch radius of the nut. The negative sign for $\rho_{22}^n$ indicates a concave surface.
The sum of curvatures $\Sigma\rho$ and the curvature difference $F(\rho)$ are calculated as:
$$\Sigma\rho = \rho_{11} + \rho_{12} + \rho_{21} + \rho_{22}$$
$$F(\rho) = \frac{|(\rho_{11} – \rho_{12}) + (\rho_{21} – \rho_{22})|}{\Sigma\rho}$$
These values, along with the material properties, determine the contact ellipse dimensions and the contact stiffness. The deformation can be succinctly expressed as a power function of the normal load:
$$\delta_s = C_s F_{sn}^{2/3}, \quad \delta_n = C_n F_{nn}^{2/3}$$
where $C_s$ and $C_n$ are the contact compliance coefficients for the screw-roller and nut-roller contacts, respectively, and $F_{sn}$, $F_{nn}$ are the corresponding normal loads on a single thread flank.
Mechanisms of Preload Torque Generation
The preload torque is the resistance torque that must be overcome by the screw when it is rotated under a preload condition without an external axial load. This torque originates from the friction forces generated at the four key contact zones per roller (P, P’ with the screw; Q, Q’ with the nut). Two distinct sliding phenomena contribute: meshing slip at the screw-roller interface and geometrical slide at the nut-roller interface.
Meshing Slip at Screw-Roller Contacts (Points P and P’)
When the screw rotates with an angular velocity $\omega_s$, it drives the roller. The instantaneous velocity of the screw at point P, denoted $\vec{V}_s$, is perpendicular to the radius vector $\vec{OP}$ and lies in a plane normal to the screw axis. The roller, constrained by the nut at Q, rotates with an angular velocity $\omega_q$ about the line QQ’. Its velocity at P, $\vec{V}_r$, is perpendicular to the vector $\vec{QP}$. Due to the spatial offset of P from the Oxz plane, these two velocity vectors are not collinear. Their projections onto the Oxy plane, $\vec{V}’_s$ and $\vec{V}’_r$, create a relative sliding velocity $\vec{V}’_{rs} = \vec{V}’_r – \vec{V}’_s$ within the transverse plane.
By symmetry, the situation at P’ is a mirror image. The magnitudes of the transverse sliding velocities at P and P’ are equal: $V’_{rs} = V’_{rs’}$. Furthermore, the angle $\alpha$ between $\vec{V}’_{rs}$ and $\vec{QP}$ is the same as the corresponding angle at P’. This sliding in the transverse plane is the meshing slip. However, both contact points also have an identical velocity component along the z-axis (the axial direction), which is purely due to the screw’s rotation and is given by:
$$V_z = \frac{P \cdot \omega_s}{2\pi}$$
where $P$ is the lead of the screw. This component is responsible for the axial friction force.
The ratio $k$ of the transverse sliding speed to the axial sliding speed is a key parameter:
$$k = \frac{V’_{rs}}{V_z} = \frac{P \cos\alpha}{|\vec{OP}| \sin\beta \cdot 2\pi}$$
where $\beta$ is the angle between $\vec{OP}$ and the y-axis. From geometry, $V’_{rs} = \omega_s |\vec{OP}| \sin\beta / \cos\alpha$.
The friction force $\vec{F}_f$ at P, with a magnitude of $F_f = F_{sn} f$ (where $f$ is the coefficient of friction), opposes the total relative velocity. Its components in the transverse plane ($F_{fxy}$) and along the z-axis ($F_{fz}$) must satisfy the same direction ratio as the sliding velocities:
$$\frac{F_{fxy}}{F_{fz}} = k$$
Combining this with $F_f^2 = F_{fxy}^2 + F_{fz}^2$, we get:
$$F_{fxy} = \frac{F_{sn} f}{\sqrt{1+k^2}}, \quad F_{fz} = \frac{F_{sn} f k}{\sqrt{1+k^2}}$$
The same relations hold for the forces $F’_{fxy}$ and $F’_{fz}$ at point P’.
These transverse friction components generate moments on the roller about its axis (line QQ’). The moment arm for $F_{fxy}$ is $L_f = |\vec{QP}| \sin\alpha$. Thus, the friction moments from P and P’ are:
$$M_f = F_{fxy} \cdot L_f, \quad M’_f = F’_{fxy} \cdot L_f$$
Geometrical Slide at Nut-Roller Contacts (Points Q and Q’)
The contact between the roller and the nut, due to their conforming groove profiles, forms an elliptical contact area centered at the theoretical point Q (or Q’). Under a normal load $F_{nn}$, Hertzian pressure distribution $p(x,y)$ develops over this ellipse. When the roller rotates about its axis (which passes through Q for pure rolling), different points on the contact ellipse have different linear velocities relative to the nut. Points away from the axis experience sliding, generating distributed friction forces that oppose motion. This is termed geometrical slide.
For the roller to be in static equilibrium under the action of forces from the screw (at P and P’), the resultant transverse force from the screw must be balanced by the net friction force from the nut contact. This balance requirement means the instantaneous center of rotation for the roller is not exactly at Q but is shifted slightly along the y-axis to a point C within the contact ellipse. The offset ‘c’ is determined by the equilibrium condition: the integral of the friction stress over the ellipse must equal the net transverse force $F_{ny}$ from the screw side.
The friction moment $M_Q$ generated by the nut on the roller is the integral of the frictional stress times its moment arm about point C over the entire contact area $\Omega$:
$$M_Q = \iint_{\Omega} p(x,y) \cdot f \cdot L_m \, d\Omega$$
where $p(x,y) = \frac{3F_{nn}}{2\pi a b} \sqrt{1 – \frac{x^2}{a^2} – \frac{y^2}{b^2}}$ is the Hertzian pressure distribution, and $L_m = \sqrt{x^2 + (y-c)^2}$ is the moment arm from point (x,y) to the instantaneous center C. By symmetry, the moment from contact Q’ is equal: $M_{Q’} = M_Q$.
Normal Force Components and Moments
The normal contact forces $F_n$ and $F’_n$ at points P and P’ also contribute to the roller’s moment balance. Their directions are along the surface normals at the contact points. The components of these normal forces in the Oxy plane ($F_{nxy}, F’_{nxy}$) exert moments on the roller. The moment arm $L_n$ for $F_{nxy}$ can be derived from the projected geometry as the perpendicular distance from Q to the line of action of $F_{nxy}$.
$$M_n = F_{nxy} \cdot L_n, \quad M’_n = F’_{nxy} \cdot L_n$$
Furthermore, the axial components of the normal forces, $F_{nz}$ and $F’_{nz}$, must be in equilibrium with the axial friction components $F_{fz}$ and $F’_{fz}$ for the roller to have no axial motion:
$$F_{nz} – F_{fz} – F’_{nz} – F’_{fz} = 0$$
Given the contact compliance relation from Eq. (5) and force equilibrium, $F’_n$ can be related to $F_n$ and the nut-side force $F_{nn}$.
Roller Equilibrium and Preload Torque Model
For a single roller in steady-state preload conditions (screw rotating, no external load), the following equilibrium equations must be satisfied:
- Moment Equilibrium about the Roller Axis: The sum of all moments acting on the roller about its axis (line QQ’) must be zero. This includes moments from screw normal forces ($M_n, M’_n$), screw friction forces ($M_f, M’_f$), and nut friction forces ($M_Q, M_{Q’}$).
$$N_s (M_n – M’_n – M_f – M’_f) – 2N_n M_Q = 0$$
Here, $N_s$ is the number of engaged thread starts between the roller and screw (typically 1 per contact side), and $N_n$ is the number for the roller-nut contact. - Axial Force Equilibrium on the Roller: As stated above.
$$F_{nz} – F_{fz} – F’_{nz} – F’_{fz} = 0$$
These two equations, together with the kinematic relations and contact compliance equations, allow for the solution of the internal force distribution ($F_{sn}, F’_{sn}, F_{nn}$) for a given geometry, preload condition, and friction coefficient.
Once the forces at the screw-roller contacts are known, the total preload torque $M_s$ on the screw can be calculated. It is the sum of the torques produced by the transverse friction forces and the transverse components of the normal forces from all rollers, acting on the screw’s radius.
$$M_s = N_r \cdot N_s \left( F_{fxy} \cdot L_{sf} + F’_{fxy} \cdot L’_{sf} \right) + N_r \cdot N_s \left( F_{nxy} \cdot L_{sn} + F’_{nxy} \cdot L’_{sn} \right)$$
where $N_r$ is the number of planetary rollers, and $L_{sf}$, $L_{sn}$ are the effective moment arms of these forces about the screw axis O. By symmetry, $L_{sf}=L’_{sf}$ and $L_{sn}=L’_{sn}$. This expression simplifies the combined resistive effect of friction and the off-axis normal force components acting on the screw.
Extended Discussion: Lubrication and Thermal Effects
The preceding model assumes a constant coefficient of friction $f$. In a real differential planetary roller screw, the lubrication regime—whether boundary, mixed, or elastohydrodynamic (EHL)—significantly influences this value. Under preload and slow-speed or oscillatory conditions typical of many positioning applications, the contacts often operate in the boundary or mixed lubrication regime. The effective friction coefficient is then a complex function of surface roughness, lubricant properties (viscosity, pressure-viscosity coefficient), and the contact pressure itself. A more refined model could incorporate a friction law such as:
$$f = f_0 + \alpha \cdot \Lambda^{- \beta}$$
where $f_0$ is the boundary friction coefficient, $\Lambda$ is the specific film thickness (ratio of lubricant film thickness to composite surface roughness), and $\alpha, \beta$ are empirical constants. The central film thickness in an elliptical EHL contact can be estimated by the Hamrock-Dowson formula:
$$h_{c} = 2.69 R’ U^{0.67} G^{0.53} W^{-0.067} (1 – 0.61 e^{-0.73 \kappa})$$
where $U$ is the dimensionless speed parameter, $G$ is the dimensionless material parameter, $W$ is the dimensionless load parameter, $R’$ is the effective radius of curvature, and $\kappa$ is the ellipticity ratio (a/b). Incorporating such a variable friction model would make the preload torque prediction dependent on speed and temperature.
Thermal effects are critical as preload torque directly converts input power into heat. The heat generation rate per roller can be approximated as:
$$\dot{Q}_{roller} = M_f \cdot \omega_{roll} + (F_{fz}+F’_{fz}) \cdot V_z$$
where $\omega_{roll}$ is the angular velocity of the roller relative to the nut. This heat causes temperature rise, leading to thermal expansion of the components. In a differentially preloaded system, non-uniform expansion can alter the preload distribution and consequently the preload torque. A thermal-mechanical coupled analysis would involve solving for the temperature field and the resulting dimensional changes, feeding back into the contact deformation equations ($\delta_s = C_s F_{sn}^{2/3} + \alpha_s \Delta T L_s$, etc.). This highlights that the “static” preload torque is, in practice, a dynamic parameter sensitive to the operational history of the planetary roller screw assembly.
Parametric Study and Design Implications
To illustrate the application of the model and understand the sensitivity of preload torque, we conduct a numerical study based on a representative set of parameters for a differential planetary roller screw.
| Parameter | Symbol | Value |
|---|---|---|
| Lead | $P$ | 1.5 mm |
| Roller Major Pitch Diameter | $d_s$ | 10 mm |
| Roller Minor Pitch Diameter | $d_n$ | 8 mm |
| Screw Pitch Diameter | $D_s$ | 20 mm |
| Nut Pitch Diameter | $D_n$ | 38 mm |
| Thread Profile Half-Angle | $\gamma$ | 30° |
| Roller Tooth Profile Radius | $r$ | 4 mm |
| Coefficient of Friction | $f$ | 0.1 |
| Number of Rollers | $N_r$ | 8 |
| Modulus of Elasticity | $E$ | 210 GPa |
| Poisson’s Ratio | $\mu$ | 0.3 |
Using the equilibrium model and solving numerically (e.g., with Newton-Raphson method), we compute the preload torque $M_s$ as a function of the applied axial preload $F_{pre}$ for different leads. The results are summarized below and in Figure 1.
| Lead, $P$ (mm) | Preload Torque, $M_s$ (N·m) | Normalized Torque/Preload (m) |
|---|---|---|
| 1.0 | 0.086 | 4.30e-5 |
| 1.5 | 0.132 | 6.60e-5 |
| 2.0 | 0.178 | 8.90e-5 |
| 3.0 | 0.271 | 1.36e-4 |
Key Observations:
- Preload Force Dependency: The preload torque increases monotonically with the applied axial preload force, approximately following a power law close to $M_s \propto F_{pre}^{2/3}$, reflecting the Hertzian load-deformation relationship which dictates the growth of normal forces and associated friction.
- Lead Dependency: For a given preload, the preload torque increases significantly with the lead $P$. This is primarily because a larger lead increases the screw’s helix angle, which amplifies the axial sliding component $V_z$ and, more importantly, increases the transverse sliding ratio $k$. This leads to larger transverse friction components $F_{fxy}$ and their associated moments. The relationship is roughly linear for the range studied, as indicated by the normalized torque values in Table 2.
- Thread Profile Angle ($2\gamma$): Varying the thread profile half-angle $\gamma$ reveals a non-monotonic but generally decreasing trend in preload torque as $\gamma$ increases from 20° to 45° (i.e., full angle from 40° to 90°). While a smaller $\gamma$ reduces the normal contact force for a given preload, it increases the spatial offset of the contact point P, thereby increasing the moment arm $L_f$ for the friction force. The latter effect initially dominates. However, as $\gamma$ increases beyond about 30° (60° full angle), the reduction in normal force becomes less significant and the decrease in moment arm stabilizes, causing the preload torque to level off. This suggests an optimal range for the thread angle to minimize no-load friction, typically found between 60° and 90° for the full angle.
- Roller Profile Radius ($r$): The radius of the circular arc defining the roller tooth profile has a notable effect on contact compliance and pressure distribution. Our analysis shows that for the given geometry, the preload torque reaches a minimum when the roller profile radius $r$ is approximately 10 mm. A smaller $r$ creates a highly conformal (nearly line) contact with the nut, increasing the geometrical slide area and friction moment $M_Q$. A very large $r$ flattens the profile, increasing contact stiffness and normal forces at the screw interface for a given deformation, thereby increasing $M_f$ and $M_n$. The minimum represents a balance between these two competing effects.
Conclusion
This analysis provides a comprehensive framework for understanding and predicting the preload torque in a differential planetary roller screw. The unique preload requirement for this type of planetary roller screw arises from its differential kinematics, which necessitates maintaining internal friction for stable torque transmission. The developed model explicitly accounts for the two principal sources of friction: meshing slip at the spatially offset screw-roller contacts and geometrical slide within the elliptical nut-roller contact patches. By establishing the static force and moment equilibrium for a single roller under preload, the model allows for the calculation of the internal load distribution and the resulting preload torque on the screw.
The parametric study yields several important design guidelines. The preload torque is strongly dependent on both the applied preload force and the lead of the screw, increasing with both. Designers must carefully select the lead based on speed and efficiency requirements, considering its direct impact on no-load loss. The thread profile angle offers a degree of design freedom; selecting an angle in the range of 60° to 90° helps minimize preload torque. Furthermore, optimizing the roller tooth profile radius can reduce the preload torque by balancing the friction contributions from the screw and nut interfaces.
This model serves as a foundational theory for the design and application of differential planetary roller screws. Future work could integrate the effects of variable friction due to lubrication regimes, dynamic load distribution among multiple rollers, and thermal expansion to create a more holistic performance prediction tool for this advanced and high-potential mechanical actuator.