
In this study, we investigate the bearing characteristics of the differential planetary roller screw, a precision linear transmission mechanism critical for high-load applications in aerospace and other demanding environments. The planetary roller screw mechanism offers advantages such as compact structure, high load capacity, and small lead, making it suitable for electromechanical servo systems. Our analysis is grounded in spatial meshing theory and Hertzian contact theory, with particular attention to the influence of contact point position changes caused by the initial meshing point offset between the roller and the screw on bearing performance. We develop a comprehensive geometric model for the spatial meshing of the differential planetary roller screw, employing numerical methods to solve for meshing point locations and principal curvatures. From this, we derive an accurate load distribution and bearing capacity calculation model for a single roller thread surface. The validity of our model is confirmed by comparing its results with those obtained from the direct stiffness method. Furthermore, we systematically examine the effects of various parameters, including tooth angle, screw pitch, number of roller thread segments, and the elastic modulus ratio of screw and roller materials, on the load distribution and bearing capacity of the differential planetary roller screw. Throughout this work, the term “planetary roller screw” is emphasized to underscore its central role in our analysis.
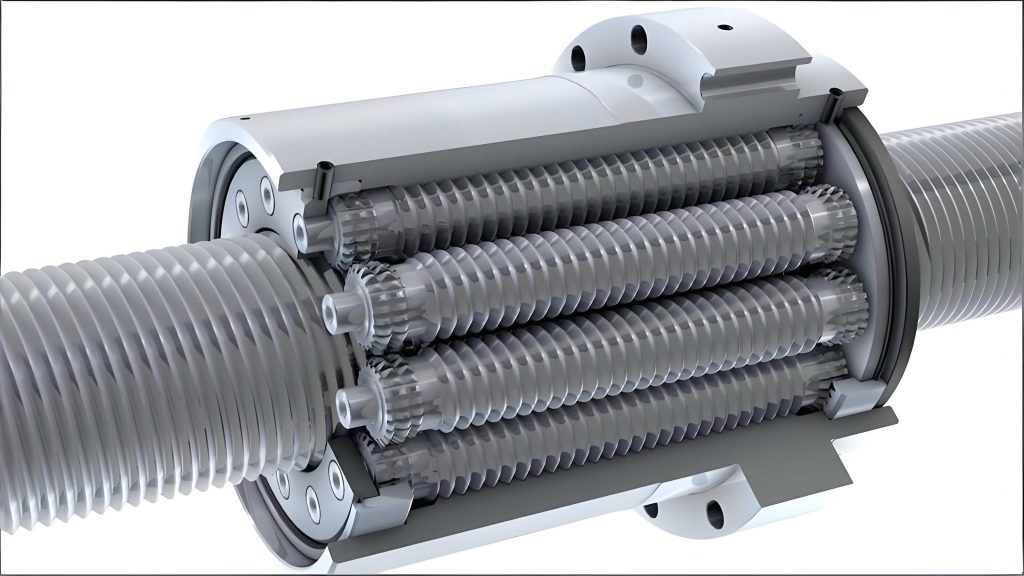
The differential planetary roller screw mechanism consists of a nut, multiple rollers, and a screw. The nut’s inner surface and the rollers’ outer surfaces feature equidistant annular grooves, while the screw’s outer surface has a multi-start thread with the same pitch, tooth angle, and tooth profile as the nut. Several rollers are uniformly arranged between the screw and the nut. Motion and power transmission occur through the engagement of the roller’s large-diameter segment with the screw thread and the small-diameter segment with the nut grooves. This configuration allows the planetary roller screw to achieve high load-bearing capabilities and precision linear motion. In our analysis, we focus on the engagement between a single roller and the screw, as the load distribution across multiple rollers can be assumed similar due to symmetry. The planetary roller screw’s performance is heavily influenced by its geometric parameters and material properties, which we explore in detail.
To establish the geometric model, we define fixed coordinate systems for the engagement between the roller and the screw. Let (O-X, Y, Z) be the fixed coordinate system, where the Z-axis coincides with the screw axis, and the X-axis passes through both the screw and roller axes, lying in the mid-plane of the screw thread tooth engaged with the roller. The roller and screw coordinate systems are denoted as (O_r-X_r, Y_r, Z_r) and (O_s-X_s, Y_s, Z_s), respectively. The axial cross-sectional profiles are critical: the screw and nut thread teeth have straight axial profiles, while the roller’s axial tooth profile is circular with its center on the roller axis. This design ensures favorable contact conditions and load-bearing performance. Key parameters include the screw pitch \(P_0\), the number of screw starts \(n_s\), the screw pitch diameter \(d_s\), the roller large pitch diameter \(d_r\), the number of rollers \(n\), the number of roller thread segments in contact \(z\), and the tooth half-angle \(\beta\). The circular profile radius \(R\) for the roller is given by \(R = r_r / \sin\beta\), where \(r_r = d_r/2\).
The parametric equations for the screw helical surface and the roller annular groove surface are derived based on their axial profiles. For the screw’s upper helical surface (considering symmetry), we have:
$$
x_{sM} = u_s, \\
z_{sM} = P_0/4 – u_s \tan\beta.
$$
Here, \(u_s\) is a parameter variable. For the roller’s lower groove surface:
$$
x_{0rM} = -u_r, \\
z_{0rM} = R \cos\beta + P_0/4 – \sqrt{R^2 – (r_r + u_r)^2}.
$$
where \(u_r\) is a parameter variable. Transforming these into spatial coordinates, the screw helical surface for the k-th thread can be expressed as:
$$
x_s = (r_s + u_s) \cos(\theta_s + \theta_{k0s}), \\
y_s = (r_s + u_s) \sin(\theta_s + \theta_{k0s}), \\
z_s = P_0/4 – u_s \tan\beta + \theta_s P_s / 2\pi.
$$
where \(r_s = d_s/2\), \(\theta_{k0s} = (k-1)2\pi/n_s\) is the starting angle for the k-th screw thread, \(k=1,2,\ldots,n_s\), \(\theta_s\) is the helical parameter, and \(P_s = n_s P_0\) is the screw lead. Similarly, the roller surface equation is:
$$
x_r = a + (r_r + u_r) \cos(\theta_r + \theta_{0r}), \\
y_r = (r_r + u_r) \sin(\theta_r + \theta_{0r}), \\
z_r = R \cos\beta + P_0/4 – \sqrt{R^2 – (r_r + u_r)^2}.
$$
with \(\theta_{0r} = \pi\) as the starting angle for the roller groove, and \(a\) being the center distance between the roller and screw axes. To account for assembly and motion smoothness, an axial clearance \(\tau\) is introduced between the screw and roller surfaces. For meshing analysis, we project the contact points onto the XOY plane. The screw’s helical parameter can be written as \(\theta_s = 2\pi(t-1)/n_s + \phi_s^t\), where \(t\) is the thread segment number, and \(\phi_s^t\) is the angle relative to the helical starting point. Let \(r_s’ = r_s + u_s\) and \(r_r’ = r_r + u_r\) be the actual contact radii for the screw and roller, respectively. Then, the screw coordinates become:
$$
x_s = r_s’ \cos\phi_s’, \\
y_s = r_s’ \sin\phi_s’, \\
z_s = P_0/4 – (r_s’ – r_s) \tan\beta + \phi_s’ P_s / 2\pi + P_0(t-1).
$$
And the roller coordinates:
$$
x_r = a – r_r’ \cos\phi_r’, \\
y_r = r_r’ \sin\phi_r’, \\
z_r = R \cos\beta + P_0/4 – \sqrt{R^2 – r_r’^2} + P_0(t-1).
$$
The continuous meshing condition requires that the screw and roller surfaces remain tangent at the contact point, implying a common normal vector. The meshing equation is derived from the relative velocity and normal vector condition: \(\mathbf{v}_{rs} \cdot \mathbf{n} = 0\). The normal vectors \(\mathbf{n}_s\) and \(\mathbf{n}_r\) for the screw and roller surfaces are computed from partial derivatives. Since the roller groove has a circular axial profile and the screw has a straight profile, there is exactly one meshing point on each side of the contact region. The meshing equations are:
$$
x_s = x_r, \\
y_s = y_r, \\
z_s = z_r + \tau, \\
\frac{n_{sx}}{n_{rx}} = \frac{n_{sy}}{n_{ry}} = \frac{n_{sz}}{n_{rz}}.
$$
This system involves five unknowns: \(r_s’\), \(\phi_s’\), \(r_r’\), \(\phi_r’\), and \(\tau\). We solve these nonlinear equations using the Newton-Raphson method implemented in MATLAB, yielding the actual contact radii and axial clearance for a single thread segment engagement.
Next, we apply Hertzian contact theory to analyze the elastic contact deformation and stress at the meshing points. For point contact between two elastic bodies, the contact stress \(\sigma\) and elastic approach \(\delta\) are given by:
$$
\sigma = \frac{3Q}{2\pi a b}, \quad \delta = \frac{K(e)}{\pi m_a} \sqrt[3]{\frac{9}{E^2} \frac{Q^2}{\Sigma \rho}}.
$$
Here, \(Q\) is the normal contact force, \(a\) and \(b\) are the semi-major and semi-minor axes of the contact ellipse, \(E\) is the composite elastic modulus, \(\Sigma \rho\) is the sum of principal curvatures, \(e\) is the eccentricity, and \(K(e)\) and \(L(e)\) are elliptic integrals. The contact ellipse dimensions are: \(a = m_a \sqrt[3]{\frac{3Q E}{2 \Sigma \rho}}\) with \(m_a = \sqrt[3]{\frac{2L(e)}{\pi (1-e^2)}}\), and \(b = m_b \sqrt[3]{\frac{3Q E}{2 \Sigma \rho}}\) with \(m_b = \sqrt[3]{\frac{2L(e) \sqrt{1-e^2}}{\pi}}\). The composite elastic modulus is defined as \(E = \left( \frac{1-\mu_s^2}{E_s} + \frac{1-\mu_r^2}{E_r} \right)^{-1}\), where \(E_s, E_r\) and \(\mu_s, \mu_r\) are the elastic moduli and Poisson’s ratios of the screw and roller materials, respectively. For the planetary roller screw engagement, the principal curvatures at the contact point are:
$$
\rho_{11} = \frac{1}{R}, \quad \rho_{12} = \frac{\sin\alpha}{r_{mr}}; \\
\rho_{21} = 0, \quad \rho_{22} = \frac{\sin\alpha}{r_{ms}}.
$$
where \(\alpha = 90^\circ – \beta\) is the contact angle, \(R\) is the radius of the roller’s circular profile at the contact point, and \(r_{mr} = r_r’\), \(r_{ms} = r_s’\) are the distances from the contact point to the roller and screw axes, respectively. The sum of principal curvatures is \(\Sigma \rho = \rho_{11} + \rho_{12} + \rho_{21} + \rho_{22}\). The Hertzian contact deformation can be expressed as \(\delta = K Q^{2/3}\), where \(K\) is the Hertzian contact stiffness coefficient derived from the above equations.
To determine the load distribution along the roller threads, we assume that each roller experiences a similar load distribution pattern. Considering the screw as a cylindrical body under axial load, we analyze the forces over half a pitch length. The axial force on the screw at the t-th thread segment is:
$$
F_{at} = T – n \sum_{i=1}^{t-1} Q_i \sin\alpha \cos\lambda,
$$
where \(T = n \sum_{i=1}^{z} Q_i \sin\alpha \cos\lambda\) is the total axial load on the screw, \(Q_i\) is the normal load at the i-th thread segment, \(\lambda\) is the helical lead angle given by \(\lambda = \arctan(P_s / (2\pi r_s’))\), and \(n\) is the number of rollers. The axial deformation of the screw between segments t-1 and t over half a pitch \(P_0/2\) is:
$$
\varepsilon_{t-1,t} = \frac{F_{at} P_0}{2 E_s A_s},
$$
with \(A_s = \pi r_s’\) being the effective cross-sectional area. This deformation must equal the difference in Hertzian contact deformations projected axially:
$$
\varepsilon_{t-1,t} = \frac{\delta_{t-1} – \delta_t}{\sin\alpha \cos\lambda}.
$$
Substituting the expressions for \(\delta\) and \(F_{at}\), we obtain the iterative formula for load distribution based on spatial meshing theory:
$$
Q_{t-1}^{2/3} – Q_t^{2/3} = \frac{n P_0}{2 E_s A_s K} \sum_{i=t}^{z} Q_i \sin^2\alpha \cos^2\lambda.
$$
This equation allows us to compute the normal loads \(Q_t\) for each thread segment sequentially, starting from the first segment where the load is highest.
For validation, we consider a specific planetary roller screw with parameters listed in Table 1. We compare our model’s results with those from the direct stiffness method, which models the planetary roller screw as a spring system without accounting for contact point position changes. The material properties are set as \(E_s = E_r = 2.07 \times 10^2\) MPa and \(\mu_s = \mu_r = 0.27\), under an external axial load of 12 kN. The load distribution results show good agreement, particularly for the first few thread segments, confirming the accuracy of our model. The load decreases with increasing thread segment number, with the first segment bearing the maximum load, similar to threaded connections. Hence, contact stress is highest at the first segment, making it critical for failure analysis.
| Parameter | Symbol | Value |
|---|---|---|
| Pitch | \(P_0\) | 3 mm |
| Number of screw starts | \(n_s\) | 1 |
| Screw pitch diameter | \(d_s\) | 19.230 mm |
| Roller large pitch diameter | \(d_r\) | 9.384 mm |
| Number of rollers | \(n\) | 6 |
| Number of roller thread segments | \(z\) | 12 |
| Tooth half-angle | \(\beta\) | 45° |
We now systematically analyze the influence of key parameters on the load distribution and bearing capacity of the planetary roller screw. The bearing capacity is defined as the maximum external axial load that can be applied without exceeding the allowable contact stress, typically based on material yield strength. For each parameter variation, we compute the load distribution using our model and evaluate the maximum contact stress at the first thread segment. The effects are summarized below.
Tooth Angle: The tooth half-angle \(\beta\) is varied from 30° to 60°. As \(\beta\) increases, the contact angle \(\alpha\) decreases, leading to a higher contact stiffness coefficient. This results in a more uneven load distribution, with the first few thread segments experiencing larger loads. The bearing capacity of the planetary roller screw initially increases with tooth angle in the range of 60° to 70° but decreases thereafter from 70° to 120°. This non-monotonic behavior arises from the trade-off between contact geometry and stress concentration. A larger tooth angle improves load sharing but also increases bending stresses in the teeth. Optimal tooth angle selection is crucial for maximizing the performance of the planetary roller screw.
Screw Pitch: The pitch \(P_0\) is varied from 1 mm to 6 mm. Smaller pitches lead to more uniform load distribution across thread segments and higher bearing capacity. This is because a smaller pitch reduces the axial distance between contact points, enhancing the stiffness of the screw and promoting better load sharing. However, the pitch also affects the linear advancement speed of the planetary roller screw; a smaller pitch reduces speed for a given rotational input. Therefore, design must balance speed requirements with load-bearing needs. Our analysis shows that for high-load applications, a smaller pitch is preferred, but for high-speed applications, a larger pitch may be necessary, albeit with reduced bearing capacity.
Number of Roller Thread Segments: The number of engaged thread segments \(z\) is varied from 9 to 14. As \(z\) increases, the load per thread segment decreases, improving load distribution uniformity. The bearing capacity increases with more thread segments due to the larger total contact area. However, beyond a certain point (e.g., \(z > 9\) in our case), the load distribution pattern stabilizes, and further increases yield diminishing returns. Additionally, more thread segments increase friction losses and heat generation, potentially reducing efficiency. Thus, while more segments enhance bearing capacity, they must be optimized to maintain high efficiency in the planetary roller screw.
Elastic Modulus Ratio: The ratio of screw to roller elastic moduli \(E_s/E_r\) is varied as 1/8, 1/4, 1/2, 1, 2, and 4. When the roller has a higher elastic modulus than the screw (\(E_s/E_r < 1\)), the load distribution becomes more uniform, with reduced loads on the first few thread segments. This is because the softer screw deforms more easily, distributing load to posterior segments. The bearing capacity increases with higher roller elastic modulus. Therefore, using a roller material with a higher elastic modulus than the screw material is beneficial for improving both load distribution and bearing capacity in the planetary roller screw. This insight is valuable for material selection in design.
To quantify these effects, we present numerical results in Table 2, which summarizes the maximum normal load \(Q_1\) at the first thread segment and the bearing capacity (maximum allowable axial load) for different parameter values, based on a reference contact stress limit of 1500 MPa. The calculations assume the base parameters from Table 1 unless varied.
| Parameter | Value Range | Max \(Q_1\) (kN) | Bearing Capacity (kN) | Trend |
|---|---|---|---|---|
| Tooth half-angle \(\beta\) | 30° | 2.45 | 85.2 | Non-monotonic |
| 45° | 2.78 | 92.1 | ||
| 60° | 3.12 | 88.5 | ||
| Screw pitch \(P_0\) (mm) | 1 | 1.95 | 105.3 | Decreasing with pitch |
| 3 | 2.78 | 92.1 | ||
| 6 | 3.89 | 78.4 | ||
| Thread segments \(z\) | 9 | 3.21 | 80.5 | Increasing with segments |
| 12 | 2.78 | 92.1 | ||
| 14 | 2.51 | 98.7 | ||
| Elastic modulus ratio \(E_s/E_r\) | 1/8 | 2.15 | 110.2 | Increasing with lower ratio |
| 1 | 2.78 | 92.1 | ||
| 4 | 3.42 | 75.8 |
The mathematical underpinnings of our analysis involve several key equations. The Hertzian contact stiffness \(K\) can be derived as:
$$
K = \left( \frac{\pi m_a}{K(e)} \right)^3 \frac{E^2 \Sigma \rho}{9}.
$$
The iterative load distribution formula can be solved numerically by assuming an initial load distribution and iterating until convergence. For example, starting with \(Q_z = 0\) (for the last segment), we compute backwards using the recurrence relation. The axial force balance ensures that \(T = n \sin\alpha \cos\lambda \sum_{i=1}^z Q_i\). The maximum contact stress at any segment is given by \(\sigma_{\text{max}} = \frac{3Q}{2\pi a b}\), and the bearing capacity \(T_{\text{max}}\) is found when \(\sigma_{\text{max}}\) reaches the allowable stress at the first segment. This involves solving for \(T\) such that \(Q_1\) satisfies the stress limit.
Furthermore, we can express the load distribution in closed form for small variations. Assuming a linear decay model, \(Q_t = Q_1 e^{-k(t-1)}\), where \(k\) is a decay constant dependent on parameters. From the iterative formula, we approximate:
$$
k \approx \frac{n P_0 \sin^2\alpha \cos^2\lambda}{2 E_s A_s K Q_1^{1/3}}.
$$
This simplification aids in quick estimates for design purposes. However, for accurate results, the full numerical solution is recommended.
In addition to the parameters studied, other factors such as manufacturing tolerances, lubrication, and dynamic loads affect the planetary roller screw’s bearing characteristics. Future work could incorporate these aspects into the model. For instance, wear over time might alter the contact geometry, leading to changes in load distribution. Thermal effects due to friction could also modify material properties and clearances. Our current model provides a solid foundation for static analysis, but extending it to dynamic conditions would enhance its applicability to real-world scenarios where the planetary roller screw operates under varying loads and speeds.
The differential planetary roller screw’s complexity means that even with precise manufacturing, each roller may experience different loads due to variations in stiffness and alignment. Our model assumes identical rollers, but in practice, load sharing among rollers could be analyzed by considering the system as a statically indeterminate structure. This would involve solving additional equilibrium and compatibility equations for the entire planetary roller screw assembly, potentially using finite element methods. Such an analysis would provide deeper insights into the overall load distribution and failure modes.
Another avenue for improvement is the inclusion of thread tooth bending deformation in the load distribution model. Currently, we consider only contact deformation, but under high loads, tooth bending can significantly affect stress distribution. Incorporating this would require modeling the teeth as beams or shells, adding complexity but yielding more accurate results. This is particularly important for planetary roller screws with large tooth angles or high loads, where bending stresses may become dominant.
From a design perspective, our findings offer guidelines for optimizing planetary roller screw parameters. For example, to maximize bearing capacity, one should select a small pitch, a moderate tooth angle (around 70°), a sufficient number of thread segments (e.g., 12-14), and a roller material with higher elastic modulus than the screw. These choices must be balanced against other requirements such as speed, efficiency, and size constraints. The planetary roller screw’s compactness and high load capacity make it ideal for applications like aircraft actuators, robotics, and precision machinery, where space and weight are critical.
In conclusion, our analysis of the differential planetary roller screw’s bearing characteristics reveals that load distribution is highly sensitive to geometric and material parameters. By integrating spatial meshing theory with Hertzian contact mechanics, we developed a robust model for predicting load distribution and bearing capacity. The model’s validity was confirmed through comparison with the direct stiffness method. Parameter studies showed that tooth angle, screw pitch, number of thread segments, and elastic modulus ratio all significantly influence performance. These insights can guide the design and optimization of planetary roller screws for enhanced reliability and efficiency. Future research should address dynamic effects, roller-to-roller load variations, and tooth bending to further advance the understanding of this versatile mechanism.
To reiterate, the planetary roller screw is a key component in modern transmission systems, and its bearing characteristics are paramount for ensuring long service life and precision. Our work contributes to the foundational knowledge needed to harness the full potential of the planetary roller screw in high-performance applications. As technology advances, continued refinement of these models will support the development of even more capable and efficient planetary roller screw designs.