
The pursuit of extreme performance in aerospace and specialized industrial applications has led to the conceptualization and development of “disposable machinery.” This term describes mechanical systems engineered for a single, high-intensity operational cycle, often under full or overload conditions, with a functional lifespan measured in minutes rather than years. Among these, electromechanical actuators frequently employ harmonic drive gears due to their exceptional torque density, high reduction ratio, and compactness. The transition from conventional, long-life harmonic drives to their disposable counterparts necessitates a fundamental shift in design philosophy and failure analysis. Unlike traditional systems where high-cycle fatigue of the flexible spline (flexspline) is a primary concern, disposable harmonic drive gears are critically challenged by sudden stiffness failure under short-term, high-load operations, primarily manifesting as fracture of the flexspline. Therefore, investigating crack initiation and propagation within the flexspline, and subsequently quantifying their impact on the system’s meshing stiffness, is paramount for enhancing the short-term load-bearing capacity and reliability of disposable harmonic drive gears.
The distinction between conventional and disposable harmonic drive gears is profound, rooted in their application environment and consequent structural design. Conventional harmonic drives prioritize longevity and durability. They often utilize a long-cup configuration for the flexspline to mitigate stress concentration at the cup bottom, thereby extending service life. However, this design is not optimal for achieving the ultra-high power-to-weight ratio demanded by disposable applications. In contrast, a disposable harmonic drive gear typically employs a straight-cylinder or short-sleeve flexspline. This configuration dramatically reduces the axial dimension and mass of the reducer. The flexspline essentially functions as a thin-rimmed external gear, offering structural simplicity, ease of manufacturing, and most importantly, the minimized mass essential for single-use, high-performance missions. The comparative characteristics are summarized in Table 1.
| Feature | Conventional Harmonic Drive Gear | Disposable Harmonic Drive Gear |
|---|---|---|
| Primary Design Goal | Long operational life, durability | Maximum power/weight ratio for single use |
| Flexspline Geometry | Long cup-shaped | Straight cylinder / short sleeve |
| Critical Failure Mode | High-cycle fatigue (cup root, spline teeth) | Quasi-static overload, rim fracture, stiffness collapse |
| Load Profile | Moderate, cyclic over long periods | Extreme, sustained or shock load in a single cycle |
| Analysis Focus | Fatigue life, wear | Instantaneous strength, crack propagation, stiffness retention |
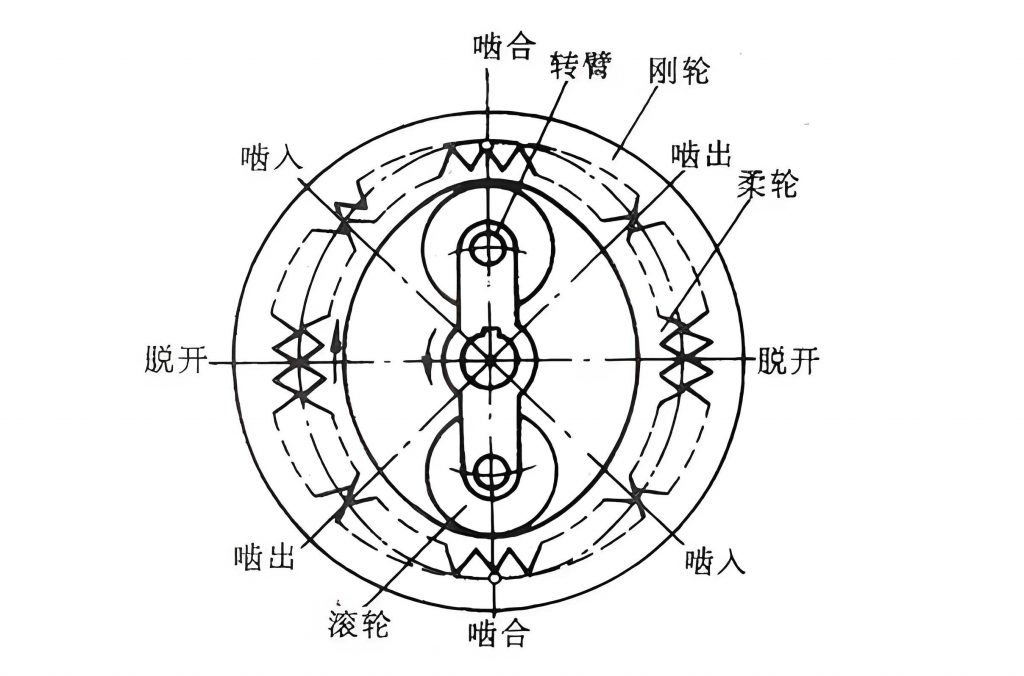
The core of a harmonic drive gear system consists of three elements: a rigid circular spline (rigidspline), a flexible circular spline (flexspline), and a wave generator. The wave generator, typically an elliptical bearing assembly, deforms the flexspline, causing its external teeth to engage with the internal teeth of the rigidspline at two diametrically opposite regions. The slight difference in the number of teeth between the flexspline and rigidspline creates the high reduction ratio. A key component enabling this compact design is the harmonic drive gear’s unique operating principle.
To analyze the failure mechanics of a disposable harmonic drive gear, a finite element model was constructed. The model included the thin-rimmed flexspline, the rigidspline, and a simplified elliptical wave generator assumed to be rigid. The material properties for the simulation are listed in Table 2. The simulation involved two primary steps: an assembly step, where the wave generator was inserted to elliptically deform the flexspline and engage it with the rigidspline, and a loading step, where a high torque was applied to the flexspline while the rigidspline was held fixed. The analysis confirmed that under high load, the maximum tensile stress concentration occurs at the root fillet of the flexspline teeth, particularly in the region of major axis engagement, identifying this as the most probable site for crack initiation.
| Component | Material | Young’s Modulus, E (GPa) | Poisson’s Ratio, ν | Density (kg/m³) |
|---|---|---|---|---|
| Flexspline | 40CrNiMoA | 211 | 0.30 | 7850 |
| Rigidspline & Wave Generator | 45 Steel | 209 | 0.27 | 7870 |
The propagation of such a crack is governed by the principles of Linear Elastic Fracture Mechanics (LEFM). Cracks are categorized into three modes based on the loading causing displacement discontinuity: Mode-I (opening), Mode-II (sliding or in-plane shear), and Mode-III (tearing or out-of-plane shear). A root crack in a gear tooth subject to bending is typically a mixed-mode (I-II) crack. The stress field near the tip of a mixed-mode crack can be described in terms of polar coordinates (r, θ) originating at the crack tip:
$$ \sigma_{ij}(r, \theta) = \frac{K_I}{\sqrt{2\pi r}} f^I_{ij}(\theta) + \frac{K_{II}}{\sqrt{2\pi r}} f^{II}_{ij}(\theta) $$
where $K_I$ and $K_{II}$ are the stress intensity factors for Mode-I and Mode-II, respectively. These factors quantify the severity of the stress field and are functions of the applied load, crack geometry, and component geometry. For a thin-rimmed flexspline tooth, the through-thickness stress is negligible, making $K_{III}=0$. The stresses in the circumferential ($\sigma_{\theta\theta}$) and shear ($\tau_{r\theta}$) directions are critical for predicting crack growth direction:
$$ \sigma_{\theta\theta} = \frac{1}{\sqrt{2\pi r}} \cos\frac{\theta}{2} \left[ K_I \cos^2\frac{\theta}{2} – \frac{3}{2} K_{II} \sin\theta \right] $$
$$ \tau_{r\theta} = \frac{1}{\sqrt{2\pi r}} \cos\frac{\theta}{2} \left[ K_I \sin\theta + K_{II} (3\cos\theta – 1) \right] $$
The Maximum Circumferential Tensile Stress (MCTS) criterion is commonly used to predict the crack propagation angle $\theta_0$. It states that the crack will extend in the direction where the circumferential stress $\sigma_{\theta\theta}$ is maximum, provided it reaches a critical material value. The condition is:
$$ \frac{\partial \sigma_{\theta\theta}}{\partial \theta} = 0, \quad \frac{\partial^2 \sigma_{\theta\theta}}{\partial \theta^2} < 0 $$
Solving this leads to the crack propagation angle:
$$ \theta_0 = 2 \arctan\left[ \frac{1}{4}\left( \frac{K_I}{K_{II}} \pm \sqrt{\left( \frac{K_I}{K_{II}} \right)^2 + 8 } \right) \right] $$
To simulate the crack path in the disposable harmonic drive gear’s flexspline, the eXtended Finite Element Method (XFEM) was employed. Unlike conventional FEM, XFEM allows for the modeling of discontinuities like cracks without requiring the mesh to conform to the crack geometry, making it highly efficient for crack propagation studies. The damage model was applied to the flexspline tooth root area. Simulations were conducted under two scenarios: with a pre-defined initial crack and without any pre-defined crack (allowing crack initiation from the highest stress concentration point). The key parameters for the XFEM crack propagation simulation are summarized in Table 3.
| Parameter | Description | Value(s) / Method |
|---|---|---|
| Crack Initiation Criterion | Condition for crack nucleation in no-pre-crack model | Maximum Principal Stress |
| Crack Propagation Law | Rule governing crack growth direction | Maximum Hoop Stress Criterion |
| Fracture Energy | Energy required to create new crack surface | Material property-based |
| Pre-crack Variables | Parameters for studies with initial flaws | Location ($\vartheta$), Length ($l_c$), Angle ($\alpha$) |
The simulation results yielded critical insights. In the absence of a pre-defined crack, the crack consistently initiated at the tooth root fillet near the center of the tooth space (the dedendum). It then propagated in a curved path through the thin rim towards the inner wall of the flexspline cylinder. This path leads to a rim fracture, which is the dominant catastrophic failure mode for a disposable harmonic drive gear under overload. When pre-defined cracks were introduced, the initial crack location was found to be the most influential parameter. Cracks initiated closer to the tooth space center exhibited paths more directly aimed at the inner wall, increasing the likelihood of rapid rim failure. In contrast, the initial crack orientation and, to a lesser degree, its initial length had a negligible effect on the final propagation trajectory, as the local stress field quickly reorients the crack towards the path of maximum hoop stress. The simulated crack path can be effectively approximated as initiating at the dedendum center and propagating linearly inward, perpendicular to the tooth space’s centerline, with an error margin of approximately 2%, which is acceptable for stiffness modeling.
The presence of a crack dramatically alters the local compliance of the flexspline tooth. To quantify the impact on the system’s dynamic behavior, the time-varying meshing stiffness (TVMS) must be evaluated. TVMS is a key parameter in gear dynamics, influencing vibration, noise, and load distribution. For a healthy tooth, its stiffness can be modeled using an energy approach (Castigliano’s theorem) considering bending, shear, and axial compressive energies. For a cracked tooth, an additional compliance due to the crack must be integrated. Considering the flexspline tooth as a non-uniform cantilever beam with a crack of depth $l_c$ located at a distance $S_c$ from the tooth centerline, the total elastic strain energy $U_{\varepsilon}$ stored in a single cracked tooth under load $F$ at an angle $\theta_d$ is:
$$
\begin{aligned}
U_{\varepsilon} = & \int_{0}^{h_{\delta} – l_c} \frac{F_a^2}{2E A_{1p}} dx + \int_{0}^{h_{\delta} – l_c} \frac{F_b^2}{2G A_{1p}} dx + \int_{0}^{h_{\delta} – l_c} \frac{M_x^2}{2E I_{1p}} dx \\
& + \int_{h_{\delta} – l_c}^{h_{\delta}} \frac{F_a^2}{2E A_{1pc}} dx + \int_{h_{\delta} – l_c}^{h_{\delta}} \frac{F_b^2}{2G A_{1pc}} dx + \int_{h_{\delta} – l_c}^{h_{\delta}} \frac{M_x^2}{2E I_{1pc}} dx \\
& + \int_{h_{\delta}}^{h_{\delta}+d} \frac{F_a^2}{2E A_{1x}} dx + \int_{h_{\delta}}^{h_{\delta}+d} \frac{F_b^2}{2G A_{1x}} dx + \int_{h_{\delta}}^{h_{\delta}+d} \frac{M_x^2}{2E I_{1x}} dx
\end{aligned}
$$
Where:
- $h_{\delta}$ is the rim thickness, $d$ is the addendum height.
- $F_a = F\sin\theta_d$, $F_b = F\cos\theta_d$ are the axial and bending force components.
- $M_x = F[(h_{\delta}+d – x)\cos\theta_d – S_F \sin\theta_d]$ is the bending moment.
- $A_{1p}, I_{1p}$ are area and moment of inertia of the uncracked rim section.
- $A_{1pc}, I_{1pc}$ are area and moment of inertia of the cracked rim section (reduced due to crack).
- $A_{1x}, I_{1x}$ are area and moment of inertia of the tooth section above the rim.
- $E, G$ are Young’s modulus and shear modulus of the flexspline material.
The stiffness of the single cracked tooth $k_{crack}$ is then derived from the relationship $k = F^2 / (2U_{\varepsilon})$, leading to a complex expression where the primary variables are the crack length $l_c$ and its effective location parameter $S_c$. For a given disposable harmonic drive gear geometry, $S_c$ can be treated as constant based on the XFEM results. The single-tooth stiffness as a function of crack length shows a marked decrease, which is most pronounced when the cracked tooth is near the center of the meshing zone where the load is highest.
However, a harmonic drive gear operates with multiple tooth pairs in simultaneous contact. The total effective mesh stiffness $K_{total}$ at any instant is the sum of the stiffnesses of all tooth pairs $i$ in contact:
$$ K_{total}(\phi) = \sum_{i=1}^{N_{contact}} k_i(\phi, l_{c,i}) $$
Here, $\phi$ represents the angular position in the meshing cycle, and $l_{c,i}$ is the crack length in the i-th tooth (which may be zero for healthy teeth). To obtain the system-level TVMS, a finite element model of the engaged harmonic drive gear was used to extract the load-sharing and composite deformation. The TVMS curves for both a healthy disposable harmonic drive gear and one with a crack ($\vartheta=5^\circ$, $l_c=0.01$ mm) were calculated, as shown in the conceptual Figure 1 below.
The results clearly demonstrate that the crack causes a significant reduction in mesh stiffness, particularly in the middle of the engagement period where the load per tooth is maximal. This stiffness reduction is not uniform; it manifests as a “dip” or attenuation in the otherwise relatively smooth stiffness curve. Integrating the stiffness over the engagement period, it was found that the presence of a single, small crack at the root of a critically loaded tooth can reduce the overall comprehensive meshing stiffness of the disposable harmonic drive gear by approximately 12%. This level of stiffness degradation can significantly alter the torsional vibration characteristics, potentially leading to dynamic instability, increased noise, and accelerated failure.
The implications of crack-induced stiffness loss are severe for the performance of a disposable harmonic drive gear. The system’s natural frequencies may shift, potentially into resonance with excitation frequencies. The load distribution among teeth becomes more uneven, overloading adjacent healthy teeth and potentially triggering a cascade of failures. Therefore, monitoring meshing stiffness, either directly or through its vibrational signatures, could serve as a potent diagnostic tool for the health monitoring and remaining useful life prediction of these critical, single-use components.
In conclusion, this investigation into the failure mechanics of disposable harmonic drive gears reveals a critical shift from fatigue-based to overload-based failure paradigms. Utilizing XFEM simulations, it was established that cracks in the thin-rimmed flexspline initiate at the dedendum root and propagate inward toward the rim’s inner wall, with the initial location being the most sensitive parameter influencing the path toward catastrophic rim fracture. Through analytical modeling and finite element analysis, the detrimental impact of such cracks on the system’s time-varying meshing stiffness was quantified, showing a potential reduction of around 12% from even a small crack under high load. This stiffness degradation is a key fault characteristic that can precipitate dynamic issues and complete failure. These findings provide a foundational theoretical framework for designing more robust disposable harmonic drive gears and developing condition-monitoring strategies based on stiffness evaluation, ultimately aiming to ensure reliability during their critical, single-mission lifespan.