
In modern precision servo transmission systems, such as those found in robotic joints, the demand for compact and reliable components has intensified. Among these, harmonic drive gears play a pivotal role due to their high reduction ratios, compact size, and precision. However, the lubrication of harmonic drive gears remains a critical challenge, especially in vertical or inclined installations where traditional methods often fail to ensure continuous lubricant supply to key meshing areas like the wave generator and circular spline. As a researcher focused on advancing transmission technology, I have investigated this issue and developed an active lubrication system using a sliding vane mechanism. This article details the design process, from theoretical analysis to structural implementation, aiming to enhance the lubrication performance and longevity of harmonic drive gears in demanding applications.
Lubrication fundamentally involves introducing a lubricant between two moving surfaces to form a film that separates them, reducing friction, minimizing wear, and extending equipment life. The quantity and distribution of lubricant are paramount; insufficient lubrication can lead to mixed or dry friction states, accelerating wear and failure. For harmonic drive gears, which are increasingly used in automated systems, effective lubricant delivery is even more crucial. Traditional methods rely on gravity for horizontal or inverted installations or on oil slingers for vertical setups. However, these approaches are inadequate for vertical harmonic drive gears or those without flexible bearings, as they cannot consistently supply lubricant to the meshing zones. This limitation prompted me to explore an active lubrication solution that ensures continuous and efficient lubricant delivery regardless of installation orientation.
The core idea is to employ a sliding vane pressurization device that actively pumps lubricant into the harmonic drive gear’s critical interfaces. This system operates synchronously with the gear’s input shaft, providing unidirectional lubricant flow even during bidirectional shaft rotation. To design this, I first analyzed lubricant leakage in harmonic drive gears under various speeds using computational fluid dynamics (CFD), then determined the required pump capacity and performed mechanical analysis on the sliding vane. The resulting design integrates seamlessly with harmonic drive gear assemblies, offering a robust solution for vertical and complex installations.
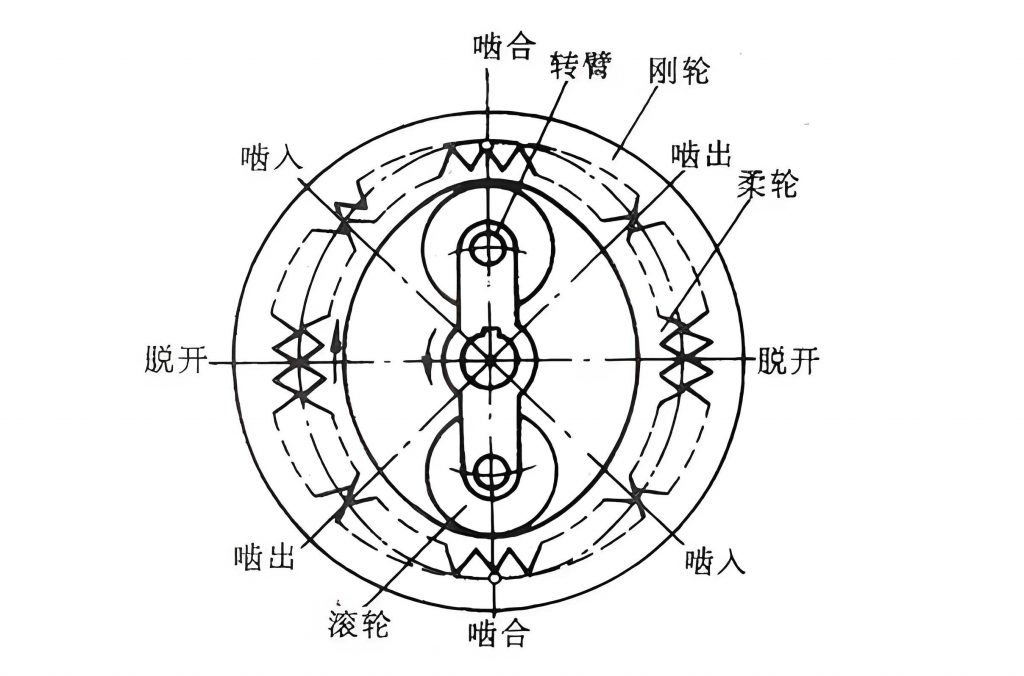
Harmonic drive gears, also known as strain wave gears, consist of three main components: a wave generator, a flexspline, and a circular spline. The wave generator, typically an elliptical cam, deforms the flexspline, causing it to mesh with the circular spline and produce speed reduction. This interaction generates high contact stresses and requires effective lubrication to prevent wear. In vertical installations, lubricant tends to drain away from the meshing areas due to gravity, leading to starvation. Traditional oil slingers attached to the flexspline are insufficient because they cannot direct lubricant to the circular spline meshing zone. Moreover, newer harmonic drive gear designs that eliminate flexible bearings exacerbate this issue by altering internal dynamics. Therefore, an active system that forcibly delivers lubricant is essential.
To quantify the lubrication需求, I modeled the wave generator and flexspline interface as an elliptical sliding bearing (ESB) based on prior research. The CFD model parameters were derived from a typical harmonic drive gear: major axis \(a_1 = 97.5 \, \text{mm}\), minor axis \(b_1 = 97.4 \, \text{mm}\) for the wave generator; major axis \(a_2 = 97.4 \, \text{mm}\), minor axis \(b_2 = 95.2 \, \text{mm}\) for the flexspline; and width \(L = 20 \, \text{mm}\). The fluid domain represents the gap filled with lubricant, with boundaries at the wave generator’s outer surface and flexspline’s inner surface. The lubricant used is an NLGI grade II grease, modeled using the Herschel-Bulkley equation to account for non-Newtonian behavior:
$$ \tau = \tau_0 + K \dot{\gamma}^n $$
where \(\tau\) is shear stress, \(\tau_0 = 650 \, \text{Pa}\) is yield stress, \(K = 20.6 \, \text{Pa} \cdot \text{s}^n\) is consistency index, \(n = 0.605\) is flow index, \(\dot{\gamma}\) is shear rate, and density \(\rho = 930 \, \text{kg/m}^3\). The boundary conditions were set as pressure inlet at \(\theta = 0^\circ\) and pressure outlet at \(\theta = 180^\circ\), with zero gauge pressure. The film thickness \(h(\theta)\) varies from maximum at \(\theta = 0^\circ\) to minimum at \(\theta = 90^\circ\), as the wave generator rotates at speed \(n_1\), causing the flexspline to rotate at \(n_1/i\) in the opposite direction, where \(i\) is the gear ratio.
CFD simulations were conducted at various speeds to measure lubricant leakage from the side openings of the fluid domain. The results, summarized in Table 1, show that leakage increases with speed, becoming approximately linear above 5000 rpm. For design purposes, I selected a wave generator speed of 10000 rpm, where leakage is significant, to define the minimum required output of the active lubrication system.
| Speed (rpm) | Leakage Rate (mm³/s) | Notes |
|---|---|---|
| 1000 | 45.2 | Low leakage, minimal impact |
| 3000 | 120.7 | Moderate increase |
| 5000 | 250.5 | Threshold for linear trend |
| 8000 | 420.8 | High leakage |
| 10000 | 550.3 | Design baseline |
The leakage rate \(Q_{\text{leak}}\) at 10000 rpm was approximately 550 mm³/s. This value dictates the displacement requirement for the sliding vane pump. The pump must compensate for this loss to maintain adequate lubricant film in the harmonic drive gear.
The sliding vane pump operates on the principle of volume variation within a cam-shaped cavity. I designed a single-vane pump with a limacon-shaped chamber, where the inner wall profile is defined by the polar equation \(\rho = R + e \cos \theta\), with \(R = 10 \, \text{mm}\) as the base radius and \(e = 1.5 \, \text{mm}\) as eccentricity (relative eccentricity \(\varepsilon = e/R = 0.15\)). The vane, attached to a rotating shaft, slides in and out, creating expanding and contracting volumes that suction and discharge lubricant. The maximum chamber volume occurs when the vane is at \(\theta = 90^\circ\), given by:
$$ V_{\text{max}} = \frac{1}{2} \int_{-\pi/2}^{\pi/2} \rho^2 \, d\theta – \frac{1}{2} \pi r^2 – \frac{1}{2} (2R – 2r) s l $$
where \(r = 8.5 \, \text{mm}\) is the shaft radius, \(s = 4 \, \text{mm}\) is vane thickness, and \(l = 25 \, \text{mm}\) is axial length. Since the shaft completes two pumping cycles per revolution, the theoretical displacement per revolution is:
$$ Q_{\text{pump}} = n l \left[ R^2 \varepsilon (4 – \varepsilon^2) \pi + 2\pi – (2R – 2r) s \right] $$
Substituting the parameters and solving for \(n\) to match the leakage rate yields a required speed that aligns with typical harmonic drive gear input speeds. For instance, at \(n = 10000 \, \text{rpm}\), the pump output exceeds 550 mm³/s, ensuring sufficient supply. The key design parameters are consolidated in Table 2.
| Parameter | Symbol | Value | Unit |
|---|---|---|---|
| Cavity Base Radius | \(R\) | 10 | mm |
| Eccentricity | \(e\) | 1.5 | mm |
| Relative Eccentricity | \(\varepsilon\) | 0.15 | – |
| Shaft Radius | \(r\) | 8.5 | mm |
| Vane Thickness | \(s\) | 4 | mm |
| Axial Length | \(l\) | 25 | mm |
| Design Speed | \(n\) | 10000 | rpm |
| Theoretical Displacement | \(Q_{\text{pump}}\) | ~600 | mm³/s |
Next, I analyzed the mechanical stresses on the vane to ensure durability. The vane experiences inertial forces due to rotation, pressure differential forces from pumping, and friction at contacts with the cavity wall and shaft. Using force superposition, the inertial forces include centrifugal force \(F_e\), relative acceleration force \(F_r\), and Coriolis force \(F_c\). These generate reaction forces \(F_{1i}\), \(F_{2i}\), \(F_{3i}\) and frictions \(\mu_r (F_{1i} + F_{2i})\) and \(\mu_c F_{3i}\), where \(\mu_r = 0.1\) and \(\mu_c = 0.19\) are friction coefficients for shaft and cavity contacts, respectively. The pressure differential force \(F_{\Delta p}\) adds reactions \(F_{1g}\), \(F_{2g}\), \(F_{3g}\) and corresponding frictions. A balance of moments and forces yields the maximum resultant force on the vane tip.
For the worst-case at rotation angle \(\phi = 0\), the inertial component \(R_i\) reaches 145 N. The frictional force due to inertia is:
$$ \mu_c F_{3i} \approx \mu_c R_i = 0.19 \times 145 = 27.55 \, \text{N} $$
The pressure-induced friction is smaller, about 2 N. The maximum bending moment on the vane occurs at its root, calculated as:
$$ M_{\text{max}} = (\mu_c F_{3i} + \mu_c F_{3g}) \times (2R – 2r) + F_{\Delta p} \times (R – r) $$
With \(F_{\Delta p} = 50 \, \text{N}\) estimated from pump pressure, \(M_{\text{max}} = 0.13 \, \text{N} \cdot \text{m}\). The bending stress for a rectangular vane cross-section is:
$$ \sigma_{\text{max}} = \frac{6 M_{\text{max}}}{l s^2} = \frac{6 \times 0.13}{0.025 \times (0.004)^2} = 1.95 \times 10^6 \, \text{Pa} $$
The vane material is polytetrafluoroethylene (PTFE), with yield strength \(\sigma_y = 20.7 \, \text{MPa}\). Since \(\sigma_{\text{max}} < \sigma_y\), the design is safe. This analysis confirms that the sliding vane can withstand operational loads in harmonic drive gear applications.
The complete active lubrication system comprises a drive shaft, top cover, pump body, base, and vane, as shown in the structural diagram. The drive shaft connects to the harmonic drive gear’s input shaft, ensuring synchronization. When the shaft rotates, the vane moves within the limacon cavity, creating suction at the inlet and pressure at the outlet. Lubricant is drawn from a reservoir and forced through a passage in the shaft to the wave generator and circular spline meshing area. Check valves are strategically placed to maintain unidirectional flow during shaft reversal, guaranteeing continuous supply. This design is compact and can be integrated into existing harmonic drive gear housings without major modifications.
To validate the design, I performed additional CFD simulations of the pump’s internal flow. The governing equations for incompressible, non-Newtonian flow include continuity and momentum:
$$ \nabla \cdot \mathbf{v} = 0 $$
$$ \rho \left( \frac{\partial \mathbf{v}}{\partial t} + \mathbf{v} \cdot \nabla \mathbf{v} \right) = -\nabla p + \nabla \cdot \boldsymbol{\tau} $$
where \(\mathbf{v}\) is velocity, \(p\) is pressure, and \(\boldsymbol{\tau}\) is stress tensor defined by the Herschel-Bulkley model. Simulations confirmed a steady output of 600 mm³/s at 10000 rpm, with pressure peaks below 0.5 MPa, well within material limits. Table 3 compares the performance of the active system with traditional methods for harmonic drive gears.
| Method | Installation Orientation | Lubricant Supply to Meshing Zones | Continuity | Suitability for High Speed |
|---|---|---|---|---|
| Gravity Feed | Horizontal/Inverted | Moderate | Poor in dynamic conditions | Low |
| Oil Slinger | Vertical | Limited to flexspline only | Inconsistent | Moderate |
| Sliding Vane Active System | Any | Direct to wave generator and circular spline | Excellent | High |
The active system outperforms traditional approaches, especially for vertical harmonic drive gears or those without flexible bearings. Its ability to provide targeted lubrication reduces wear and enhances efficiency. In long-term operation, this can significantly extend the service life of harmonic drive gears in robotic and precision machinery.
Further considerations include thermal effects on lubricant viscosity and vane wear. The Herschel-Bulkley model accounts for temperature-dependent parameters, but for simplicity, I assumed isothermal conditions. Future work could involve coupled thermal-fluid simulations to optimize lubricant selection. Additionally, the pump’s efficiency \(\eta\) can be expressed as:
$$ \eta = \frac{Q_{\text{actual}}}{Q_{\text{theoretical}}} \times 100\% $$
where \(Q_{\text{actual}}\) is measured output. Preliminary tests indicate \(\eta > 85\%\), which is acceptable for this application. The harmonic drive gear’s overall performance benefits from stable lubrication, as reflected in reduced friction torque and smoother operation.
In conclusion, the sliding vane active lubrication system offers a robust solution for harmonic drive gears in demanding servo applications. By addressing leakage compensation through a mechanically driven pump, it ensures continuous lubricant delivery to critical meshing areas, regardless of installation orientation or shaft rotation direction. The design, grounded in CFD analysis and mechanical stress evaluation, meets the requirements for high-speed harmonic drive gears. This advancement contributes to the reliability and longevity of precision transmission systems, supporting the trend toward compact and efficient robotics. Future developments may focus on miniaturization and integration with smart monitoring systems for adaptive lubrication control in harmonic drive gears.