
In the field of precision mechanical transmissions, the planetary roller screw mechanism stands out as a superior alternative to ball screws for converting rotary motion into linear motion. My research focuses on the critical analysis of this mechanism, particularly the detrimental effects of inevitable imperfections arising from manufacturing and assembly processes. The theoretical high load capacity and longevity of the planetary roller screw are often not fully realized in practice. A primary reason for this discrepancy is the uneven load distribution across the threads of the rollers, caused by various errors, leading to some threads being unloaded while others are overloaded. This significantly compromises performance and service life. Therefore, establishing a precise analytical model that incorporates these errors is paramount for accurate contact analysis, which forms the foundation for predicting load distribution, stiffness, and dynamic behavior, ultimately guiding high-precision manufacturing and assembly.
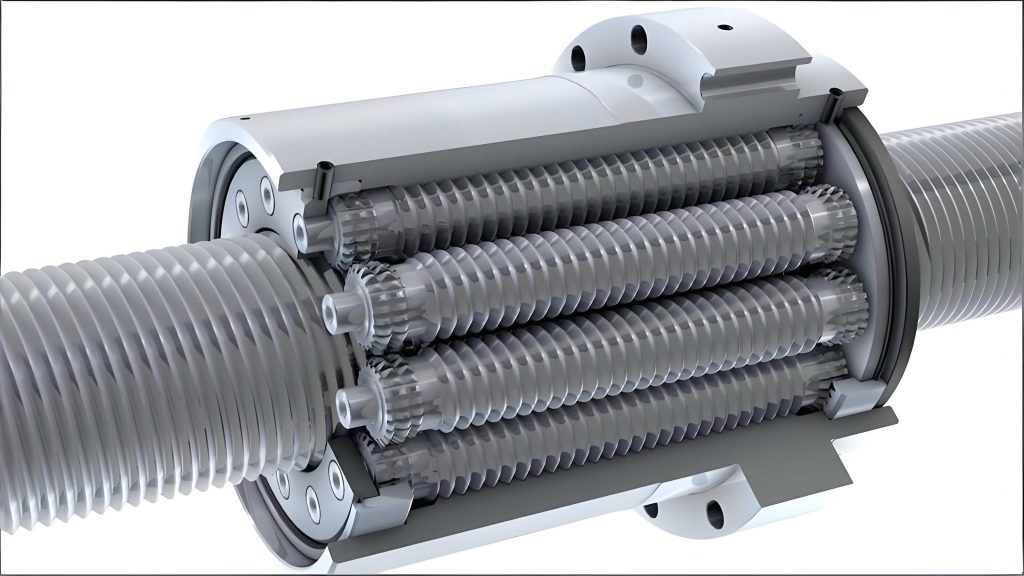
The planetary roller screw assembly consists of a central screw, a nut, and multiple rollers distributed circumferentially between them, often held by a retainer or cage. Similar to a planetary gear system, the rollers undergo both revolution around the screw axis and rotation about their own axes. Accurate meshing between the screw, roller, and nut threads is essential for smooth force transmission and high efficiency.
Comprehensive Analysis of Errors in Planetary Roller Screws
To develop a realistic meshing model, it is essential to first categorize and quantify the potential errors. These can be broadly divided into thread parameter errors and roller positioning errors.
Thread Parameter Errors
These errors originate from the machining process of the threaded components (screw, roller, nut).
- Pitch Diameter Error ($\Delta d_i$): The pitch diameter is a fundamental parameter defining thread fit and geometry. Deviations from the nominal value, denoted as $\Delta d_i$ where $i = s, r, n$ for screw, roller, and nut respectively, directly affect the clearance and contact conditions.
- Thread Lead/Index Error: In multi-start threads, the angular phase difference between individual thread helices should be constant. Machining inaccuracies in indexing mechanisms lead to non-uniform phase angles between these helices.
- Thread Profile Error: This encompasses deviations of the actual thread flank from its ideal theoretical profile. Key components include:
- Flank angle error ($\Delta \beta_i$): Deviation of the thread’s half-included angle.
- Thread half-thickness error ($\Delta c_i$): Error in the width of the thread ridge at the pitch line.
- Roller crown radius error ($\Delta r_R$): For rollers with a crowned (circular arc) profile, this is the error in the radius of that arc.
Roller Positioning Errors
These errors occur during the assembly of the planetary roller screw system, primarily related to the retainer.
- Pin Hole Position Error: Misplacement of the holes in the retainer that locate the roller axes, causing radial offset of the roller centers.
- Retainer Mounting Face Error: Imperfections in the mounting surface of the retainer can induce an axial shift or tilt of the entire roller set.
- Retainer Installation Torsional Error: A rotational misalignment during retainer installation can cause all rollers to skew uniformly relative to the screw axis.
These positioning errors result in a combined misalignment for each roller, which can be described by small rotational displacements (tilt angles $\alpha$, $\beta$, $\gamma$) and translational displacements (offset vector $\mathbf{n} = [x, y, z]^T$) from their ideal theoretical position.
| Error Category | Specific Error | Symbol | Affects Component |
|---|---|---|---|
| Thread Parameter | Pitch Diameter Error | $\Delta d_s, \Delta d_r, \Delta d_n$ | Screw, Roller, Nut |
| Flank Angle Error | $\Delta \beta_s, \Delta \beta_r, \Delta \beta_n$ | Screw, Roller, Nut | |
| Half-Thickness Error | $\Delta c_s, \Delta c_r, \Delta c_n$ | Screw, Roller, Nut | |
| Crown Radius Error | $\Delta r_R$ | Roller | |
| Lead/Index Error | $\Delta \varphi_{ij}$ | Screw, Nut (multi-start) | |
| Roller Positioning | Rotational Tilt | $\alpha, \beta, \gamma$ | Roller |
| Translational Offset | $x, y, z$ | Roller | |
| – | – | – |
Development of the Meshing Model Considering Errors
Coordinate System Definition
A fixed global coordinate system $O-xyz$ is established with its origin on the screw axis, the $z$-axis aligned with the screw axis, and the $x$-axis pointing from the screw axis towards a reference roller’s nominal axis. Local coordinate systems are attached to each component: $O_s-x_sy_sz_s$ (screw), $O_R-x_Ry_Rz_R$ (roller in its ideal position, offset along $x$), and $O_n-x_ny_nz_n$ (nut, offset along $z$). The actual, misaligned roller coordinate system $O_r-x_ry_rz_r$ is related to the ideal system $O_R$ through a transformation incorporating the tilt and offset errors.
The transformation of a point from the misaligned roller coordinates $\mathbf{^rp}$ to the fixed global coordinates $\mathbf{^Op}$ is given by:
$$
\begin{bmatrix} \mathbf{^Op} \\ 1 \end{bmatrix} = \begin{bmatrix} \mathbf{^O_R R^r} & \mathbf{n} \\ \mathbf{0} & 1 \end{bmatrix} \cdot \begin{bmatrix} \mathbf{^rp} \\ 1 \end{bmatrix}
$$
where $\mathbf{^O_R R^r}$ is the rotation matrix from the misaligned roller frame to the ideal roller frame, derived from the Euler angles $\alpha, \beta, \gamma$:
$$
\mathbf{^O_R R^r} = \mathbf{R}_z(\gamma) \cdot \mathbf{R}_y(\beta) \cdot \mathbf{R}_x(\alpha) =
\begin{bmatrix}
c\gamma c\beta & c\gamma s\beta s\alpha – s\gamma c\alpha & c\gamma s\beta c\alpha + s\gamma s\alpha \\
s\gamma c\beta & s\gamma s\beta s\alpha + c\gamma c\alpha & s\gamma s\beta c\alpha – c\gamma s\alpha \\
-s\beta & c\beta s\alpha & c\beta c\alpha
\end{bmatrix}
$$
Here, $s$ and $c$ denote sine and cosine, respectively. $\mathbf{n}=[x, y, z]^T$ is the translation vector from $O_R$ to $O_r$ expressed in the fixed frame.
Mathematical Representation of Thread Surfaces with Errors
The thread profile is first defined in a local cross-section coordinate system. For an external (screw or roller) thread, a point on the profile relative to the pitch line can be parameterized. For a trapezoidal thread with a circular arc on the roller, the profile parameter $m$ and a thickness parameter $t$ are used.
Ideal External Thread Profile (in section coordinates):
For a screw thread (straight flank):
$$
x’ = t, \quad y’ = 0, \quad z’ = \pm ( -t \tan\beta_s + c_s )
$$
For a roller thread (crowned flank with radius $r_R$):
$$
x’ = m, \quad y’ = 0, \quad z’ = \pm \left( c_r – \frac{\sqrt{2}}{2}r_R + \sqrt{r_R^2 – \left(m + \frac{\sqrt{2}}{2}r_R\right)^2} \right)
$$
The $\pm$ indicates the upper and lower flanks.
This 2D profile is then transformed into a 3D helical surface by sweeping it along a helix path defined by the pitch diameter and lead. The general transformation for an external thread from its section coordinates $\mathbf{\Pi’}=[x’, y’, z’]^T$ to its component’s main coordinate system involves a rotation by the helix angle $\varphi$ (or $\psi$ for rollers) and a translation to the pitch helix:
$$
\begin{bmatrix} \mathbf{^i\Pi} \\ 1 \end{bmatrix} =
\begin{bmatrix}
\cos\phi & -\sin\phi & 0 & \frac{(d_i + \Delta d_i)}{2}\cos\phi \\
\sin\phi & \cos\phi & 0 & \frac{(d_i + \Delta d_i)}{2}\sin\phi \\
0 & 0 & 1 & \frac{L_i \phi}{2\pi} \\
0 & 0 & 0 & 1
\end{bmatrix}
\cdot
\begin{bmatrix} x'(p) \\ 0 \\ \pm z'(p) \\ 1 \end{bmatrix}
$$
where $i = s, r, n$, $\phi$ is the helical parameter ($\varphi$ for screw, $\psi$ for roller, $\theta$ for nut), $p$ is the profile parameter ($t$ or $m$), $L_i$ is the lead, and errors $\Delta d_i, \Delta \beta_i, \Delta c_i, \Delta r_R$ are incorporated into the profile definitions $x'(p)$ and $z'(p)$.
Finally, to place all surfaces in the common global coordinate system $O-xyz$, further transformations are applied. Since $O_s$ coincides with $O$, the screw surface $\mathbf{^O\Pi_s}$ is simply $\mathbf{^{s}\Pi_s}$. The nut surface $\mathbf{^O\Pi_n}$ is $\mathbf{^{n}\Pi_n}$ translated by $p/2$ along $z$. The roller surface requires the most complex transformation, applying the error-induced rotation and translation derived earlier to $\mathbf{^{r}\Pi_r}$ and then translating it by the nominal center distance $(d_s+d_r)/2$ along $x$:
$$
\begin{bmatrix} \mathbf{^O\Pi_r} \\ 1 \end{bmatrix} =
\begin{bmatrix}
\mathbf{I} & \begin{bmatrix} (d_s+d_r)/2 \\ 0 \\ 0 \end{bmatrix} \\
\mathbf{0} & 1
\end{bmatrix}
\cdot
\begin{bmatrix} \mathbf{^O_R R^r} & \mathbf{n} \\ \mathbf{0} & 1 \end{bmatrix}
\cdot
\begin{bmatrix} \mathbf{^r\Pi_r} \\ 1 \end{bmatrix}
$$
For multi-start screws and nuts, an additional rotation transformation $\mathbf{R}_{w_i}$ about their $z$-axis by an angle $(2\pi j / n_i + \Delta \varphi_{ij})$ must be applied to the surface equation of the $j$-th thread, where $\Delta \varphi_{ij}$ is the indexing error for that start.
Meshing Condition Equations
The contact between two thread surfaces (e.g., screw-roller or roller-nut) in a planetary roller screw is theoretically a line contact. In reality, a small axial clearance $\delta$ exists to facilitate assembly. At any point of contact, the following conditions must be satisfied:
- Position Condition (Point Coincidence with Clearance): A point on the driving surface and a point on the driven surface, after accounting for the axial clearance vector $\mathbf{k} = [0, 0, \delta]^T$, must coincide in space.
$$
\Gamma_d(p_d, \phi_d) + \mathbf{k} = \Gamma_u(p_u, \phi_u)
$$
Here, $\Gamma_d$ and $\Gamma_u$ represent the helical surface equations of the driving and driven components in the global frame, with their respective parameters. - Normal Vector Condition (Common Tangent Plane): The unit normal vectors at the contact points on both surfaces must be parallel (i.e., they are opposite in direction for force equilibrium).
$$
\mathbf{n}_d(p_d, \phi_d) = \xi \mathbf{n}_u(p_u, \phi_u)
$$
where $\xi$ is a scalar constant (typically -1 for contacting flanks). The normal vector is found by taking the cross product of the partial derivatives of the surface equation: $\mathbf{n} = \frac{\partial \Gamma}{\partial p} \times \frac{\partial \Gamma}{\partial \phi}$.
Expanding these conditions for, say, the screw-roller interface, yields a system of six scalar equations (three from position, two from independent normal vector ratios, as the third is dependent). The unknowns are the five parameters $p_s, \varphi_s, p_r, \psi_r, \delta_{sr}$. Therefore, for a given configuration, the system can be solved numerically to find the contact point parameters and the effective axial clearance. The complete planetary roller screw meshing model is formed by applying this equation system to all contacting interfaces (screw-roller and roller-nut).
Model Validation and Case Study
To verify the correctness of the derived model, a numerical case study and a 3D CAD validation were performed. The nominal parameters of a standard planetary roller screw used for validation are listed below.
| Parameter | Screw | Roller | Nut |
|---|---|---|---|
| Pitch Diameter (mm) | 19.5 | 6.5 | 32.5 |
| Lead (mm) | 1 (5-start) | 1 (1-start) | 1 (5-start) |
| Half-thickness, $c$ (mm) | 0.25 | 0.25 | 0.25 |
| Flank Half-angle, $\beta$ (°) | 45 | 45 | 45 |
| Crown Radius, $r_R$ (mm) | – | 4.0 | – |
Validation 1: Error-Free Case Comparison
Initially, all error terms were set to zero ($\Delta d_i=0, \alpha=\beta=\gamma=0, x=y=z=0$). The meshing equations for the screw and the roller on the x-axis were solved using an iterative numerical method (e.g., Gauss-Newton) in MATLAB. The calculated axial clearance $\delta_{sr}$ for the first five engaging threads is constant, as expected in a perfect geometry.
| Thread Contact # | $t_s$ (mm) | $m_r$ (mm) | $\varphi_s$ (rad) | $\psi_r$ (rad) | Axial Clearance $\delta_{sr}$ (mm) |
|---|---|---|---|---|---|
| 1 | 0.0176 | 0.0030 | 0.0324 | 3.0424 | -0.0207 |
| 2 | 0.0176 | 0.0030 | 1.2891 | 9.3272 | -0.0207 |
| 3 | 0.0176 | 0.0030 | 2.5457 | 15.6104 | -0.0207 |
| 4 | 0.0176 | 0.0030 | 3.8024 | 21.8935 | -0.0207 |
| 5 | 0.0176 | 0.0030 | 5.0590 | 28.1764 | -0.0207 |
The computed clearance value matches established results from other theoretical models for the same nominal parameters, providing a primary verification that the derived spiral surface equations and meshing conditions are correct in the ideal case.
Validation 2: Case with Screw Pitch Diameter Error
To test the model’s capability to handle errors, a series of calculations were performed where only the screw pitch diameter error $\Delta d_s$ was varied. The calculated axial clearance $\delta_{sr}$ from the model was compared against the interference/clearance volume detected in a 3D CAD assembly (modeled in Creo Parametric) for the same error values. The CAD interference volume $V_{int}$ was converted to an equivalent linear dimension via its cube root for a qualitative trend comparison.
| Screw Pitch Diameter Error $\Delta d_s$ (mm) | 3D CAD Interference Volume $V_{int}$ (mm³) | $\sqrt[3]{V_{int}}$ (mm) (Trend Indicator) | Model Prediction $\delta_{sr}$ (mm) |
|---|---|---|---|
| -0.0415 | 0 (No Interference) | 0.000 | 1.62 × 10⁻⁵ |
| -0.0200 | 0.0006 | 0.083 | 0.0107 |
| -0.0100 | 0.0012 | 0.108 | 0.0157 |
| 0.0000 | 0.0024 | 0.134 | 0.0207 |
| +0.0100 | 0.0041 | 0.160 | 0.0257 |
| +0.0200 | 0.0068 | 0.189 | 0.0307 |
The results show a clear and consistent trend: as $\Delta d_s$ increases, both the cube root of the CAD interference volume and the model-predicted axial clearance increase. This strong correlation validates that the proposed planetary roller screw meshing model correctly captures the influence of geometric errors on the contact conditions. The model provides quantitative clearance values that align with the qualitative interference results from solid modeling.
Conclusion and Implications
- A comprehensive analytical methodology for developing a meshing model of a standard planetary roller screw that explicitly incorporates manufacturing and assembly errors has been presented and validated. The model is built from first principles using coordinate transformations and rigid body kinematics.
- The validation process confirms that the model is both rational and feasible. It accurately replicates known ideal-case results and correctly predicts the trend of changing contact conditions (axial clearance) when geometric errors are introduced, as corroborated by 3D CAD analysis.
- The analysis demonstrates that geometric errors significantly alter the meshing point location and the effective clearance in a planetary roller screw. This will directly impact the load distribution across threads, potentially leading to premature wear, reduced stiffness, and vibration, thereby affecting transmission accuracy and smoothness.
- The model assumes uniform error parameters for all rollers, which is a simplification for initial analysis. Future refinements could involve assigning individual error sets to each roller for a more detailed system-level analysis.
- This error-inclusive meshing model serves as a critical and necessary foundation for subsequent, more advanced studies. It enables the development of a static load distribution model under misaligned conditions, which can then feed into dynamic analysis, efficiency calculation, and lifetime prediction for the planetary roller screw mechanism. Ultimately, it provides theoretical guidance for specifying tolerance limits during the design and manufacturing phases to optimize performance.
The effective functioning of a planetary roller screw is highly sensitive to geometric imperfections. The model developed here provides a powerful analytical tool to quantify this sensitivity, bridging the gap between ideal design and practical manufacturing reality, and paving the way for the development of more robust and reliable high-performance planetary roller screw drives.