
Travel error stands as a paramount metric for assessing the positional accuracy and transmission performance of precision drive systems. Among such systems, the planetary roller screw mechanism has garnered significant attention due to its superior load-carrying capacity, high rigidity, and extended service life compared to traditional ball screw assemblies. The travel error of a planetary roller screw pair, defined as the deviation between the actual axial displacement of the nut and its theoretically commanded position, directly dictates the positioning fidelity of critical systems in aerospace, advanced machine tools, and precision instrumentation. Understanding the multifaceted origins of this error is therefore essential for designing high-precision systems and implementing effective error compensation strategies. This article presents a comprehensive analysis, modeling, and experimental validation of the primary factors influencing the travel error in standard-type planetary roller screw pairs.
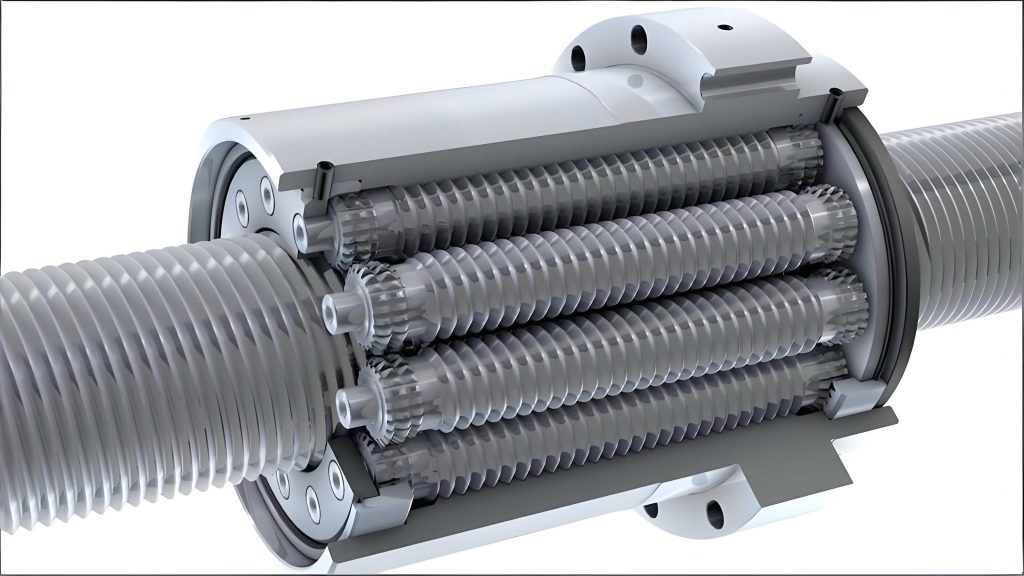
A standard planetary roller screw mechanism comprises a central threaded screw, a nut, and multiple threaded rollers distributed circumferentially around the screw. These rollers are seated in a planetary carrier and mesh simultaneously with the screw and the nut’s internal threads. An internal ring gear, typically part of the nut housing, engages with gear teeth on the ends of the rollers, synchronizing their planetary motion. This configuration translates the rotary motion of the screw into the linear travel of the nut. The travel error in this complex mechanical system is an aggregate result of various deterministic and stochastic influences arising from manufacturing imperfections, assembly conditions, and operational loads. Isolating and quantifying these influences is the first step toward predictive accuracy modeling.
1. Comprehensive Analysis of Error Sources
The travel error of a planetary roller screw can be decomposed into contributions from three primary categories: machining-induced errors, installation-related errors, and deformation-based errors under operational conditions.
1.1 Machining and Assembly Errors
Ideal thread profiles are never achieved in practice. Limitations in machine tool accuracy, process forces, thermal effects during grinding, and inherent workpiece variations lead to geometric deviations on the screw, roller, and nut threads. These manufacturing errors are fundamental contributors to the baseline travel error of the planetary roller screw assembly.
1.1.1 Thread Profile Errors: These are local deviations from the ideal thread geometry on individual components. They can be broken down into axial and radial components that affect the effective contact point during meshing.
- Lead/Pitch Error (ΔPL): The axial deviation of a thread’s actual lead from its nominal value. This error directly maps to an axial travel error contribution, ΔdL = ΔPL.
- Pitch Diameter Error (Δd2): A deviation in the effective diameter at which the thread flank contacts its mating part. Its influence on axial travel depends on the thread angle (α). The axial component is given by:
$$ \Delta d_D = \Delta d_2 \cdot \tan\left(\frac{\alpha}{2}\right) $$ - Flank Angle Error (Δα): A deviation in the half-angle of the thread profile. For a thread with a nominal height H, the induced axial error component is:
$$ \Delta d_{\alpha} = \frac{H \cdot \sin\left(\frac{\Delta \alpha}{2}\right)}{\cos^2\left(\frac{\alpha}{2}\right)} $$
1.1.2 Eccentricity Error (esc): This refers to the radial offset between the axis of the screw’s functional thread region and the axis of its supporting journals (e.g., center holes). When the screw rotates, this eccentricity causes the effective thread helix to trace a sinusoidal path in the axial plane. The projection of this path onto the measurement axis results in a periodic travel error. The eccentricity-induced deviation, xe, at an axial position z is modeled as:
$$ x_e = \frac{d_s}{2} \cdot \sin\left(z \cdot \frac{2\pi}{P_h}\right) + e_{sc} \cdot \sin(\theta_s) $$
where ds is the screw pitch diameter, Ph is the lead, and θs is the screw rotation angle. The travel error due to eccentricity, Δde, is found from the difference between the axial positions where xe=0 and the theoretical lead position.
1.1.3 Installation Errors: Imperfect mounting of the planetary roller screw assembly on a test bench or in an application introduces additional error sources.
- Tilt/Angular Misalignment Error (δin): Occurs when the screw axis is not parallel to the ideal axis of motion (e.g., the guideway for the nut). This is often caused by a height difference (Δh) between the headstock and tailstock centers over a distance L. The tilt angle is Δγ = arctan(Δh / L). This misalignment transforms the coordinate system of the screw’s motion, leading to a periodic travel error calculable through coordinate transformation.
- Support-Induced Error (δs, δp): Long planetary roller screws deflect under their own weight and the weight of the nut. Support units (steady rests) are used to counteract this sag. However, an imperfect support force results in a residual radial deflection profile, δr(z). This radial deviation, acting similarly to a distributed eccentricity, converts to an axial travel error when combined with the screw’s rotation. The error differs when measuring the screw alone (δs) versus the screw-nut assembly (δp), as the latter includes the nut’s weight. The deflection due to self-weight (q) and a point load (p, the nut) on a simply supported beam of length l, elastic modulus Es, and area moment of inertia I is:
$$ \delta_{gs}(z) = \frac{1}{E_s I} \left( \frac{1}{24}q z^4 – \frac{1}{12}q l z^3 + \frac{1}{24}q l^3 z \right) $$
$$ \delta_{gn}(z) = \frac{1}{E_s I} \left( \frac{1}{12}p z^3 – \frac{1}{6}p l z^2 + \frac{1}{12}p l^2 z \right) $$
The total radial error function for the assembly is xp(z) = (ds/2)⋅sin(2πz/Ph) + (δgs+δgn-δs)⋅sin(πz/L), where δs is the support counter-deflection.
1.2 Deformation Errors Under Load
During operation, a planetary roller screw is not a rigid body. Applied loads and generated heat induce elastic and thermal deformations that directly affect the axial position of the nut.
1.2.1 Thermal Deformation Error: Friction at the numerous thread contacts generates heat, causing temperature rise (ΔT) in the screw, nut, and rollers. This thermal expansion, characterized by the material’s coefficient of thermal expansion (ρ), leads to both axial elongation and radial growth.
$$ \delta_{yz} = \rho \cdot \Delta T \cdot L $$
$$ \delta_{yr} = \rho \cdot \Delta T \cdot d_s $$
The axial elongation (δyz) directly adds to the travel error. The radial growth (δyr) effectively changes the pitch diameter and can modulate the eccentricity-related error.
1.2.2 Bulk Elastic Deformation Error: An axial force F on the nut subjects the screw to both tensile/compressive and torsional stresses.
- Axial Deformation (ΔLF): $$ \Delta L_F = \frac{4F z}{\pi E_s d_s^2} $$
- Torsional Wind-up (ΔLT): The screw twist under torque reduces the effective angular input, causing a lag in nut travel. $$ \Delta L_T = \frac{8 F P_h^2}{\pi^3 d_s^4 G} \eta $$ where G is the shear modulus and η is the transmission efficiency.
The combined bulk elastic deformation error is: $$ \Delta L_{FT} = \Delta L_F + \Delta L_T = 4Fz \left( \frac{1}{\pi d_s^2 E_s} + \frac{2P_h^2}{\pi^3 d_s^4 G \eta} \right) $$
1.2.3 Local Contact and Thread Tooth Deformation (ΔLm): This is the most complex component, arising from the elastic deflection at the Hertzian contact points between threads and the bending/shearing of the individual thread teeth under load. For a planetary roller screw with ‘n’ rollers and ‘m’ engaged threads per roller, the load is distributed unevenly. The total axial compliance is the sum of:
- Shaft Tension/Compression: Elastic stretch of the screw, nut, and roller segments between loaded threads.
- Thread Tooth Deflection (εji): Bending of the screw, nut, and roller threads, often modeled as cantilever beams: εji = K ⋅ Fji, where K is the tooth stiffness and Fji is the load on the i-th tooth of component j.
- Hertzian Contact Deformation (δji): Local deformation at the point contacts between mating threads, governed by Hertz theory:
$$ \delta_{ji} = G(\sum \rho) \cdot \left[ \frac{3}{8} \cdot \frac{3}{2} \left( \frac{1-\upsilon_1^2}{E_1} + \frac{1-\upsilon_2^2}{E_2} \right)^2 \cdot \frac{F_{ji}^2}{\sum \rho} \right]^{1/3} $$
where Σρ is the sum of principal curvatures, and G(Σρ) is a geometry function.
The total local deformation for the loaded end is: $$ \Delta L_m = \sum_{i=1}^{m-1} \Delta l_{ji} + \sum_{i=1}^{m} \varepsilon_{ji} + \sum_{i=1}^{m} \delta_{ji}, \quad j = S, N, R $$ This requires solving a statically indeterminate load distribution model among the rollers and engaged threads.
2. Integrated Travel Error Modeling
The total travel error E(θ) at a rotation angle θ is the superposition of the converted components from all error sources. It can be categorized for two key testing scenarios: measuring the screw alone (benchmarking) and measuring the full planetary roller screw assembly under load.
The overall error function typically contains:
- Periodic Components (δT): Primarily from eccentricity, tilt, and residual sag. Modeled as a sum of sinusoids: $$ \delta_T(\theta) = \sum_{i=1}^{N} A_i \sin(\omega_i \theta + \phi_i) $$
- Accumulative/Trend Components (δc): From lead error, thermal expansion, and bulk elastic deformation. Often linear or low-order polynomial: $$ \delta_c(\theta) = a + b\theta $$
- Stochastic Components (δA): From surface defects, vibrations, or measurement noise: δA ~ N(0, σ²).
2.1 Screw-Only Travel Error Model (EPS)
When measuring the screw’s lead error profile without the nut (using a probe on the thread flanks), the relevant errors are those inherent to the screw and its mounting. The model integrates converted axial components:
$$ E_{PS} = \Delta d_L + \Delta d_D + \Delta d_{\alpha} + \Delta d_e + \delta_{in} + \delta_{s} + \delta_{yz} $$
This model accounts for machining profile errors, eccentricity, installation tilt, support-induced residual deflection, and thermal axial expansion.
2.2 Planetary Roller Screw Assembly Travel Error Model (EPM)
For the complete assembly under an axial load F, all error sources, including those from the nut, rollers, and load-induced deformations, must be considered. The comprehensive model is:
$$ E_{PM} = \Delta d_L + \Delta d_D + \Delta d_{\alpha} + \Delta d_e + \delta_{in} + \delta_{p} + \delta_{yz} + \Delta L_{FT} + \Delta L_{m} $$
This represents the total expected deviation between the command position and the actual nut position in an application.
2.3 Key Travel Error Metrics
From the continuous error curve E(θ), standard metrics are extracted via a least-squares reference line:
$$ E_p = a + b\theta $$
where the coefficients a (intercept) and b (slope) are calculated from N measured points (θi, Ei):
$$ a = \frac{ \sum \theta_i^2 \sum E_i – \sum \theta_i \sum \theta_i E_i }{ N\sum \theta_i^2 – \sum \theta_i \sum \theta_i } $$
$$ b = \frac{ N\sum \theta_i E_i – \sum \theta_i \sum E_i }{ N\sum \theta_i^2 – \sum \theta_i \sum \theta_i } $$
The primary metrics are:
- Travel Error over Useful Travel, Ep: The maximum deviation of the actual error curve from the least-squares line within the measurement length.
- 2π-Radian Travel Variation, V2π: The peak-to-peak variation within one screw revolution. It isolates periodic errors like eccentricity.
- Travel Variation over Useful Travel, Vu: The peak-to-peak variation of the error curve over the entire measured length.
| Component | Pitch (mm) | Number of Starts | Lead (mm) | Pitch Diameter (mm) | Flank Half-Angle (°) |
|---|---|---|---|---|---|
| Screw | 2 | 5 | 10 | 27 | 45 |
| Roller | 2 | 1 | 2 | 9 | 45 |
| Nut | 2 | 5 | 10 | 45 | 45 |
3. Experimental Measurement of Errors and Validation
3.1 Measurement of Machining Errors
The thread profile errors (lead, pitch diameter, flank angle) for the screw were measured using a dedicated thread profilometer. This system uses a motorized rotary table and a linear displacement stage to trace a probe along the thread flanks at the correct lead angle. Software analysis then extracts the specific geometric deviations from the nominal CAD model. Measurements from four different planetary roller screw samples (same nominal specs, different manufacturers) are summarized below, highlighting variations in manufacturing quality.
| Screw Sample | Lead Error (μm) | Pitch Diameter Error (mm) | Flank Half-Angle Error (°) |
|---|---|---|---|
| #1 | 0.18 | 0.001 | 0.12 |
| #2 | 0.12 | 0.001 | 0.15 |
| #3 | 0.35 | 0.003 | 0.23 |
| #4 | 0.31 | 0.003 | 0.19 |
3.2 Measurement of Installation Errors
Prior to travel error testing, the screw was mounted on a precision test bench with headstock and tailstock centers. Installation errors were quantified using dial indicators:
- Eccentricity (esc): Measured as half the total indicator reading (TIR) on the screw’s journal while rotating.
- Tilt (Δh): Measured by comparing indicator readings at the headstock and tailstock journals.
- Residual Deflection (δs): Measured as the difference in indicator reading between the screw end and mid-span after applying steady-rest support.
| Measurement | Screw #1 (μm) | Screw #2 (μm) | Screw #3 (μm) | Screw #4 (μm) |
|---|---|---|---|---|
| Eccentricity Error | 10 | 8 | 11 | 72.6 |
| Tilt Error | 12 | 12 | 12 | 12 |
| Residual Deflection Error | 8 | 6 | 13 | 26 |
3.3 Travel Error Test Bench and Procedure
A dedicated travel error test bench was employed. It consists of a servo motor driving the screw, a high-precision rotary encoder (circular grating) attached to the screw shaft to measure angular position, and a linear measurement system. For screw-only tests, a calibrated probe contacts the screw thread flank. For assembly tests, the nut is coupled to a frictionless air-bearing table, whose displacement is measured by a laser interferometer. The screw rotates at a constant low speed (e.g., 20 rpm), and data is synchronously acquired for angle and linear position. The travel error curve is computed as E(z) = xactual – (θ/2π)*Ph. Tests were conducted in a controlled environment (20±1°C) after sufficient thermal stabilization.
3.4 Results and Model Validation
A. Screw-Only Travel Error: The four planetary roller screw samples were tested individually. The worst-case error metrics from among the five thread starts for each screw are compared against the predictions from the EPS model in Table 4. Furthermore, the consistency across the five starts of a single high-quality screw is shown in Table 5.
| Screw Sample | Ep (μm) | V2π (μm) | Vu (μm) | |||
|---|---|---|---|---|---|---|
| Test | Model | Test | Model | Test | Model | |
| #1 | 22.44 | 21.91 | 3.75 | 3.66 | 9.45 | 9.16 |
| #2 | 18.67 | 17.15 | 2.68 | 2.47 | 6.45 | 6.01 |
| #3 | 35.24 | 33.15 | 3.77 | 3.49 | 9.37 | 8.63 |
| #4 | 31.69 | 29.95 | 25.75 | 23.88 | 41.06 | 38.05 |
| Thread Start | Ep (μm) | V2π (μm) | Vu (μm) | |||
|---|---|---|---|---|---|---|
| Test | Model | Test | Model | Test | Model | |
| S1 | 22.44 | 21.91 | 3.75 | 3.66 | 9.45 | 9.16 |
| S2 | 22.82 | 22.09 | 3.65 | 3.54 | 8.93 | 8.68 |
| S3 | 22.63 | 22.01 | 3.81 | 3.71 | 9.31 | 8.95 |
| S4 | 22.27 | 21.91 | 3.76 | 3.62 | 9.38 | 8.96 |
| S5 | 22.18 | 21.74 | 3.69 | 3.59 | 9.27 | 8.94 |
Key Observations from Screw-Only Tests:
- Manufacturing Quality: Samples #1 and #2 show significantly lower errors than #3 and #4, directly correlating with their smaller measured machining errors (Table 2). Sample #4 exhibits a very large V2π value (25.75 μm), which aligns with its exceptionally high measured eccentricity (72.6 μm, Table 3). This confirms that eccentricity is the dominant factor for the 2π-periodic error component (V2π).
- Model Accuracy: The relative error between test and model values for Ep ranges from 1.6% to 3.9%, for V2π from 2.4% to 7.3%, and for Vu from 2.5% to 7.4%. This strong agreement validates the screw-only error model EPS.
- Process Consistency: Table 5 shows excellent consistency across the five thread starts of Sample #1, indicating precise indexing during the thread grinding process, which is crucial for uniform load sharing in the final planetary roller screw assembly.
B. Planetary Roller Screw Assembly Travel Error Under Load: One assembly (based on Screw #1) was tested under six different axial loads from 3 kN to 18 kN. The ambient temperature was monitored and compensated for in the model. Results are shown in Table 6.
| Load (kN) | Ep (μm) | V2π (μm) | Vu (μm) | |||
|---|---|---|---|---|---|---|
| Test | Model | Test | Model | Test | Model | |
| 0 | 27.73 | 25.92 | 8.15 | 7.89 | 15.10 | 14.46 |
| 3 | 36.58 | 35.13 | 7.92 | 7.70 | 14.34 | 13.89 |
| 6 | 42.65 | 41.07 | 8.14 | 7.93 | 14.33 | 13.74 |
| 9 | 48.72 | 47.02 | 8.06 | 7.76 | 14.65 | 14.13 |
| 12 | 54.83 | 53.29 | 7.98 | 7.72 | 14.44 | 13.98 |
| 15 | 61.02 | 59.54 | 8.13 | 7.79 | 14.52 | 14.09 |
| 18 | 67.44 | 66.22 | 8.09 | 7.86 | 14.29 | 13.75 |
Key Observations from Assembly Tests:
- Load-Dependent Error Increase: The travel error Ep increases linearly with applied load, rising from ~28 μm at no-load to ~67 μm at 18 kN. This is primarily due to the elastic deformation terms ΔLFT and ΔLm in the model EPM. The influence of load-induced deformation surpasses that of the fixed machining and installation errors at higher loads.
- Stability of Periodic Variations: The periodic error metrics V2π and Vu remain relatively constant across all load levels. This confirms that these metrics are governed by the fixed geometry and installation errors (eccentricity, profile imperfections) and are not significantly affected by symmetric elastic deformations under pure axial load.
- Model Validation Under Load: The relative error between test and model values for Ep decreases from ~6.5% at no-load to ~1.8% at 18 kN. The errors for V2π and Vu remain below ~4.2%. This demonstrates the high accuracy and predictive capability of the comprehensive planetary roller screw travel error model EPM, especially under significant operational loads.
4. Conclusions
This investigation provides a systematic framework for analyzing, modeling, and experimentally validating the travel error of planetary roller screw mechanisms. The travel error is decomposed into contributions from machining imperfections (lead, diameter, angle, eccentricity), installation conditions (tilt, support deflection), and operational effects (thermal expansion, bulk elasticity, and local contact/tooth deformations).
Key findings include:
- The manufacturing quality of the planetary roller screw components, particularly control over eccentricity and thread profile, is the dominant factor determining the baseline (no-load) travel error performance. Eccentricity is the primary driver for the 2π-periodic error variation (V2π).
- The proposed integrated mathematical models (EPS for the screw, EPM for the assembly) effectively predict the key travel error metrics (Ep, V2π, Vu). Validation against experimental data shows relative errors consistently below 7.5%, and often below 4%, confirming model reliability.
- For a complete planetary roller screw assembly under axial load, the travel error Ep increases significantly and linearly with load due to cumulative elastic deformations. This load-dependent error can become the largest component of the total error in high-force applications, exceeding the influence of fixed geometric errors.
- The periodic error components (V2π, Vu) are largely invariant with load, being tied to the fixed geometric and kinematic imperfections of the system.
The models and methodologies presented here are valuable tools for designers and engineers. They enable the prediction of planetary roller screw accuracy from component tolerances and assembly conditions, facilitate root-cause analysis of precision issues, and provide a foundation for developing advanced thermal and elastic error compensation strategies in high-performance servo systems. Future work could extend this analysis to dynamic conditions, including the effects of speed on thermal profile and the influence of varying load directions on error hysteresis.