
The field of precision motion control and power transmission has long sought solutions that combine high accuracy, substantial reduction ratios, and compact, robust packaging. Among the various technologies developed, strain wave gear drives, also commonly known as harmonic drives, have emerged as a preeminent solution for demanding applications ranging from aerospace robotics to精密medical devices. The core principle of strain wave gearing relies on the controlled elastic deformation of a flexible component to create a moving wave of engagement, enabling unique performance characteristics.
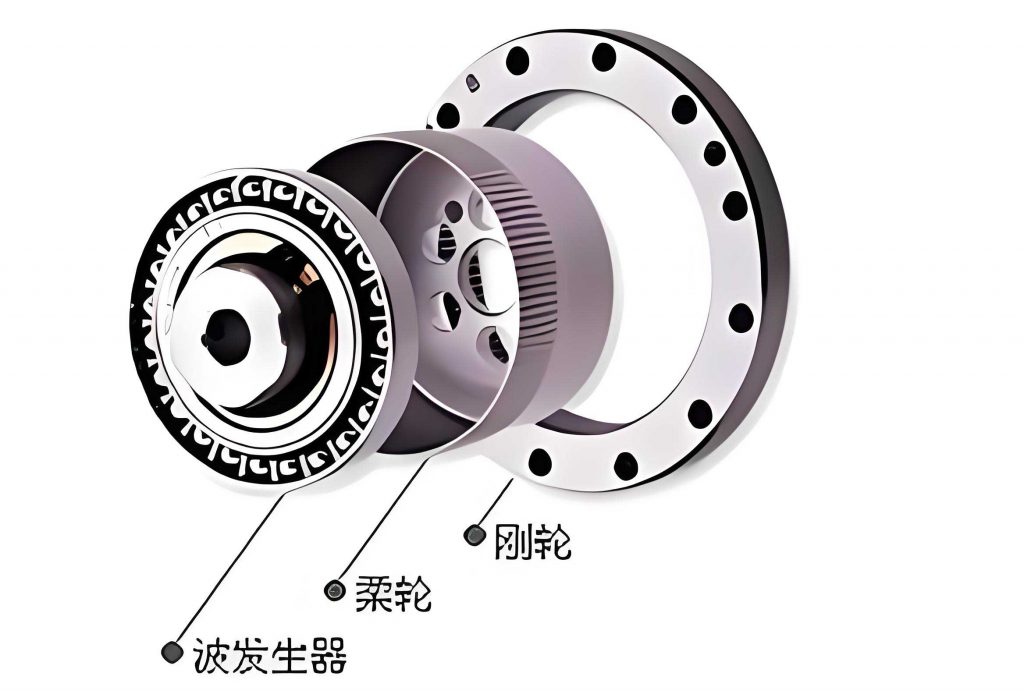
The operational principle of a standard strain wave gear set involves three primary components: a rigid circular spline (the “ring gear”), a flexible spline (the “flexspline” or “cup”), and a wave generator. The wave generator, typically an elliptical cam or a set of opposing rollers, is inserted into the flexible spline, causing it to deform into a non-circular, typically elliptical, shape. This deformation brings the teeth of the flexible spline into engagement with the teeth of the rigid circular spline at two diametrically opposite regions along the major axis of the ellipse. As the wave generator rotates, the region of engagement moves correspondingly. Because the flexible spline has fewer teeth (usually by 2 for a two-wave configuration) than the rigid circular spline, each rotation of the wave generator results in a small relative angular displacement between the two splines, producing a very high gear reduction ratio in a compact space. The inherent advantages of this system include near-zero backlash, high torque capacity, concentric shaft design, and excellent positional accuracy.
Conventional wave generators, while effective, possess inherent limitations. They are predominantly rigid mechanical assemblies—cam-based, planetary-disc, or multi-roller systems. Their elliptical profile is fixed, meaning the magnitude of the radial deformation imposed on the flexible spline is constant and predetermined during design and manufacturing. This rigidity offers no inherent adaptability during operation to compensate for wear, thermal expansion, or manufacturing tolerances, which can potentially affect the optimal meshing condition and load distribution. Furthermore, adjusting this deformation typically requires disassembly or complex mechanical adjustments. This research explores the feasibility of a paradigm shift: replacing the rigid mechanical wave generator with a fully fluidic, specifically pneumatic, actuation system. A pneumatic wave generator promises inherent compliance, online adjustability of the wave profile, and potentially simpler construction, opening new avenues for adaptive and highly compact strain wave gear designs.
Concept and Working Principle of the Pure Pneumatic Wave Generator
The proposed design fundamentally reimagines the wave generator as an active, programmable ring of pneumatic actuators. The core concept is to use a circumferential array of small linear pneumatic cylinders to physically “push out” the flexible spline into the required elliptical wave shape, and to dynamically control this shape by sequencing the actuation of these cylinders.
The proposed system comprises a circular baseplate upon which multiple sets of pneumatic actuators are mounted radially. A minimal and effective configuration for generating a two-wave ellipse consists of four actuator groups. Each group is responsible for controlling the radial position at a specific azimuthal angle. For simplicity and symmetry, these four groups can be arranged at 0°, 90°, 180°, and 270° positions, corresponding to the intended major and minor axes of the deformation ellipse. Each group could consist of a single actuator or multiple actuators for increased force. The pistons of all actuators face inward, their tips forming a contiguous surface against which the inner wall of the flexible spline rests.
To generate a rotating elliptical wave, the actuators are not extended simultaneously. Instead, they are actuated in a precise, sequential pattern that mimics the rotation of a physical ellipse. Consider the four primary positions: A (0°), B (90°), C (180°), and D (270°). The working cycle to create a clockwise-rotating wave is as follows:
- Step 1: Actuators at Position A (0°) extend to a predefined stroke, pushing the flexible spline outward to form one lobe of the major axis.
- Step 2: Actuators at Position A retract. Simultaneously or in an overlapping sequence, actuators at Position B (90°) extend to begin forming the next lobe.
- Step 3: Actuators at Position B retract, and actuators at Position C (180°) extend, forming the second lobe of the major axis.
- Step 4: Actuators at Position C retract, and actuators at Position D (270°) extend.
- Step 5: Actuators at Position D retract, and the cycle repeats from Step 1.
This sequential firing—A+ → A–/B+ → B–/C+ → C–/D+ → D–—creates the perception of a rotating wave. The flexible spline, due to its elasticity, smoothly transitions between these discrete push points, approximating a continuous elliptical deformation. The speed of this sequence dictates the rotational speed of the wave generator, and by reversing the sequence, the direction of rotation can be reversed. This approach effectively decouples the wave generation function from a rotating shaft, transferring it to a electronically controlled pneumatic valve manifold.
Mechanical Design and Force Analysis of the Flexible Spline
The feasibility of this concept hinges on a critical question: Can practical pneumatic actuators provide sufficient force to elastically deform the flexible spline and maintain proper tooth mesh under load? To answer this, we must analyze the force-deformation relationship of the flexible spline.
The flexible spline is a complex thin-walled cylinder with external gear teeth. For analytical tractability, it is common practice to model it as an equivalent smooth, thin-walled cylindrical shell, ignoring the local stiffness effects of the teeth for the initial deformation analysis. This simplification allows us to apply classical shell theory. The analysis is based on several key assumptions common in strain wave gear analysis:
- The elastic deformation state of the neutral axis under load is stable and consistent.
- Deformations are within the small-strain regime (linear elasticity).
- The neutral line (middle surface) of the shell experiences no net extension or contraction during deformation.
Consider a cylindrical shell of mean radius $R$, wall thickness $\delta$, length $L$, made of a material with Young’s modulus $E$ and Poisson’s ratio $\nu$. Under a set of radial forces $P_i$ applied by the actuators to create an elliptical deformation, we seek the relationship between the radial deflection $w(\phi)$ and the required force.
Starting from the strain-displacement relations for the middle surface in cylindrical coordinates (axial $z$, circumferential $\phi$, radial $w$), the condition of zero middle-surface strain (assumption 3) gives:
$$
\begin{aligned}
\varepsilon_{z} &= \frac{\partial u}{\partial z} = 0 \\
\varepsilon_{\phi} &= \frac{1}{R}\left(\frac{\partial v}{\partial \phi} + w\right) = 0 \\
\gamma_{z\phi} &= \frac{\partial v}{\partial z} + \frac{1}{R}\frac{\partial u}{\partial \phi} = 0
\end{aligned}
$$
where $u$ and $v$ are displacements in the axial and circumferential directions, respectively. Using the energy method (Rayleigh-Ritz) is efficient for this problem. We assume the radial deflection $w(\phi)$ can be expressed as a Fourier series representing the wave shape. For a two-wave generator producing an ellipse, the dominant term is the second harmonic:
$$
w(\phi) \approx w_0 \cos(2\phi)
$$
where $w_0$ is the nominal radial deflection amplitude (the difference between the major and minor radii). The bending strain energy $V$ stored in the deformed cylindrical shell is given by:
$$
V = \int_{0}^{2\pi} \frac{M_{\phi}^{2} R}{2 D (1 – \nu^2)} d\phi
$$
Here, $D$ is the cylindrical stiffness of the shell:
$$
D = \frac{E \delta^{3}}{12(1 – \nu^{2})}
$$
The bending moment $M_{\phi}$ is related to the curvature change. For a cylinder, the moment-curvature relationship simplifies to a governing differential equation. Applying the principle of virtual work or Castigliano’s theorem, the generalized force $Q$ conjugate to the deflection amplitude $w_0$ can be found from $\delta V = Q \delta w_0$. Performing this analysis leads to a fundamental relationship between the deformation force $P$ (per unit length or total for a discrete force) and the deflection $w_0$. For an elliptical deformation mode (n=2), the theoretical force required per unit axial length to create the deflection is proportional to:
$$
P \propto \frac{E \delta^{3} w_0}{R^{3}}
$$
A more precise derivation considering the work done by discrete radial forces yields the following key formula for the total radial force $F_{theory}$ required at the major axis lobes to achieve a peak radial deflection $w_0$:
$$
F_{theory} = \frac{\pi E w_0 \delta^{3}}{24 R^{3} S}
$$
where $S$ is a summation series over even wave numbers that converges rapidly:
$$
S = \sum_{n=2,4,6,\ldots}^{\infty} \frac{1}{(n^{2} – 1)^{2}} = \frac{1}{9} + \frac{1}{225} + \frac{1}{1225} + \ldots \approx 0.113
$$
This formula highlights the critical parameters: the force is directly proportional to the material stiffness ($E$), the cube of the wall thickness ($\delta^3$), and the deflection ($w_0$). It is inversely proportional to the cube of the radius ($R^3$). This shows that scaling down a strain wave gear significantly increases the required deformation force for the same deflection ratio ($w_0/R$).
| Parameter | Symbol | Value | Units |
|---|---|---|---|
| Number of Teeth (Flexspline) | $Z_f$ | 200 | – |
| Module | $m$ | 0.4 | mm |
| Mean Radius | $R$ | 40.0* | mm |
| Wall Thickness | $\delta$ | 0.68 | mm |
| Radial Deflection | $w_0$ | 0.4 | mm |
| Young’s Modulus (Steel) | $E$ | 2.10e5 | MPa |
| Theoretical Deformation Force | $F_{theory}$ | ~109 | N |
*Calculated as $R \approx m \times Z_f / 2$ for the flexspline.
Inserting typical values for a mid-sized strain wave gear into the formula yields a theoretical deformation force, as shown in Table 1. Empirical data from testing commercial strain wave gear units corroborates this magnitude. For instance, experimental measurements on a unit with the parameters listed recorded a force of approximately 109 N to achieve the 0.4 mm deflection. However, this is the static deformation force. Under operational conditions with transmitted torque, the forces on the wave generator increase significantly due to the meshing tooth loads. A standard safety factor or correction coefficient ($\eta_c$) between 1.3 and 1.5 is typically applied for design purposes. Therefore, the required output force $F_{req}$ for each actuator at the major axis position becomes:
$$
F_{req} = \eta_c \times F_{theory}
$$
For our calculation, using $\eta_c = 1.4$:
$$
F_{req} = 1.4 \times 109 \text{ N} \approx 153 \text{ N}
$$
This is the force each opposing actuator pair (or group) must reliably provide during its “on” phase in the sequence.
Pneumatic Actuator Sizing and Feasibility Assessment
With a target force requirement established, we can assess the practicality of pneumatic actuators. The output force of a pneumatic cylinder is given by:
$$
F_{cylinder} = P_{air} \times A_{piston} \times \eta_{mech}
$$
where $P_{air}$ is the supply gauge pressure, $A_{piston}$ is the piston’s effective area ($\pi D^2/4$ for a bore diameter $D$), and $\eta_{mech}$ is the mechanical efficiency (accounting for seal friction, typically 0.8-0.95). In pneumatic system design, a load factor ($\eta_{load}$) is also used to ensure reliable operation and account for dynamic effects. It is defined as the ratio of the required force to the theoretical cylinder force:
$$
\eta_{load} = \frac{F_{req}}{P_{air} \times A_{piston}}
$$
For constant, slow-speed positioning as envisioned here, a load factor of 0.5 to 0.7 is common. Selecting $\eta_{load} = 0.6$ allows for a robust design. Assuming a standard factory air supply pressure of $P_{air} = 0.6$ MPa (6 bar, ~87 psi), we can solve for the necessary bore diameter $D$:
$$
\begin{aligned}
A_{piston} &\geq \frac{F_{req}}{P_{air} \times \eta_{load}} = \frac{153 \text{ N}}{0.6 \times 10^6 \text{ Pa} \times 0.6} \approx 4.25 \times 10^{-4} \text{ m}^2 \\
D &\geq \sqrt{\frac{4 \times A_{piston}}{\pi}} = \sqrt{\frac{4 \times 4.25 \times 10^{-4}}{\pi}} \approx 0.0232 \text{ m} = 23.2 \text{ mm}
\end{aligned}
$$
Referring to standard pneumatic cylinder bore sizes (e.g., ISO 6431, 8, 10, 12, 16, 20, 25, 32, 40 mm), the immediate larger standard size is 25 mm. The required stroke length is minimal, essentially equal to the radial deflection $w_0$ (0.4 mm), plus a small tolerance for clearance and misalignment. Commercially available compact (short-stroke) cylinders with a 5 mm stroke are standard and more than sufficient.
| Design Parameter | Symbol | Calculated/Selected Value |
|---|---|---|
| Required Force per Actuator Group | $F_{req}$ | 153 N |
| Supply Air Pressure | $P_{air}$ | 0.6 MPa (6 bar) |
| System Load Factor | $\eta_{load}$ | 0.6 |
| Minimum Required Bore Area | $A_{min}$ | 425 mm² |
| Selected Standard Bore Diameter | $D$ | 25 mm |
| Theoretical Cylinder Force at 6 bar | $F_{cyl, theory}$ | $\pi/4 \times (0.025)^2 \times 0.6e6 \approx 295$ N |
| Actual Force with Load Factor | $F_{cyl, actual}$ | $295 \text{ N} \times 0.6 \approx 177$ N (>& 153 N) |
| Required Stroke | $s$ | 5 mm (standard > 0.4 mm needed) |
As Table 2 demonstrates, a standard 25 mm bore cylinder with a 5 mm stroke operating at a common industrial pressure of 6 bar can provide approximately 177 N of effective force, which exceeds the calculated requirement of 153 N. This confirms the fundamental feasibility from a force perspective. The physical envelope of such a cylinder (body length for a 5 mm stroke) is typically under 50 mm, allowing the construction of a pneumatic wave generator assembly that fits within the inner diameter of flexsplines with a bore greater than approximately 80-100 mm.
Advantages, Challenges, and Future Development
The proposed pure pneumatic wave generator offers several intriguing potential advantages over traditional rigid generators:
- Inherent Compliance and Adaptability: The pneumatic system is naturally compliant. It could potentially adjust the applied force or deflection in real-time via pressure regulation to maintain optimal meshing under varying loads or to compensate for wear, reducing stress concentrations.
- Online Profile Tuning: By independently controlling the pressure or stroke in different actuator groups, the wave shape could be adjusted from a perfect ellipse to other profiles, potentially optimizing performance for specific load conditions or error correction.
- Compactness and Simplicity: It eliminates the need for a central cam, bearing, and input shaft within the wave generator space, potentially leading to a shorter overall assembly or freeing up the central area for other components (e.g., a through-shaft).
- Operational Flexibility: The wave generation is controlled electronically via valves, making it easy to start, stop, reverse, or change speed digitally without complex mechanical gearing.
However, significant engineering challenges must be addressed to transition from feasibility to a practical design:
- Control System Complexity: Achieving smooth, high-speed rotation requires precise, high-frequency sequencing of valves and pressure control to approximate a continuous wave, avoiding vibration from discrete actuator steps. The control algorithm must synchronize multiple axes of motion.
- Dynamic Response and Speed: The maximum rotational speed may be limited by the response time (fill and exhaust times) of the pneumatic cylinders and valves, potentially making it unsuitable for very high-speed applications compared to rigid rotary generators.
- Power Consumption and Efficiency: Pneumatic systems are generally less energy-efficient than direct mechanical drives due to air compressibility and losses in generation and distribution.
- Sealing and Maintenance: Multiple moving seals in the actuator pistons within the gear housing require consideration for lubrication and long-term reliability to prevent contamination of the gear mesh.
| Feature | Traditional Cam/Roller Generator | Pure Pneumatic Generator |
|---|---|---|
| Profile Adjustability | Fixed, requires mechanical change | Potentially adjustable online via control |
| Inherent Compliance | Low (rigid) | High (fluidic) |
| Control Interface | Rotary shaft input | Electronic valve signals |
| Maximum Speed | Very High | Limited by pneumatic response |
| Internal Complexity | Precision cam/ball bearings | Multiple linear actuators/valves |
| Adaptive Capability | None | High potential |
Conclusion and Prospective Research
This analysis confirms the basic feasibility of a pure pneumatic wave generator for strain wave gearing from a static force perspective. The required forces to deform a typical flexspline are well within the capabilities of standard, compact pneumatic cylinders operating at conventional industrial pressures. The concept presents a radical departure from conventional designs, promising inherent compliance, online adaptability, and a unique control interface.
The path forward requires extensive research and development in several key areas: 1) Designing and prototyping a multi-actuator assembly with integrated position/pressure sensors; 2) Developing advanced control algorithms for smooth wave generation and rotation, including pressure-based force control to manage mesh loads; 3) Conducting dynamic analysis and testing to characterize maximum speed, efficiency, and load capacity; 4) Exploring hybrid approaches, such as using smaller actuators primarily for profile tuning in conjunction with a minimal mechanical generator. If these challenges can be overcome, the pneumatic wave generator could enable a new class of adaptive, high-performance strain wave gears for applications where compliance, tunability, and digital control are paramount.