
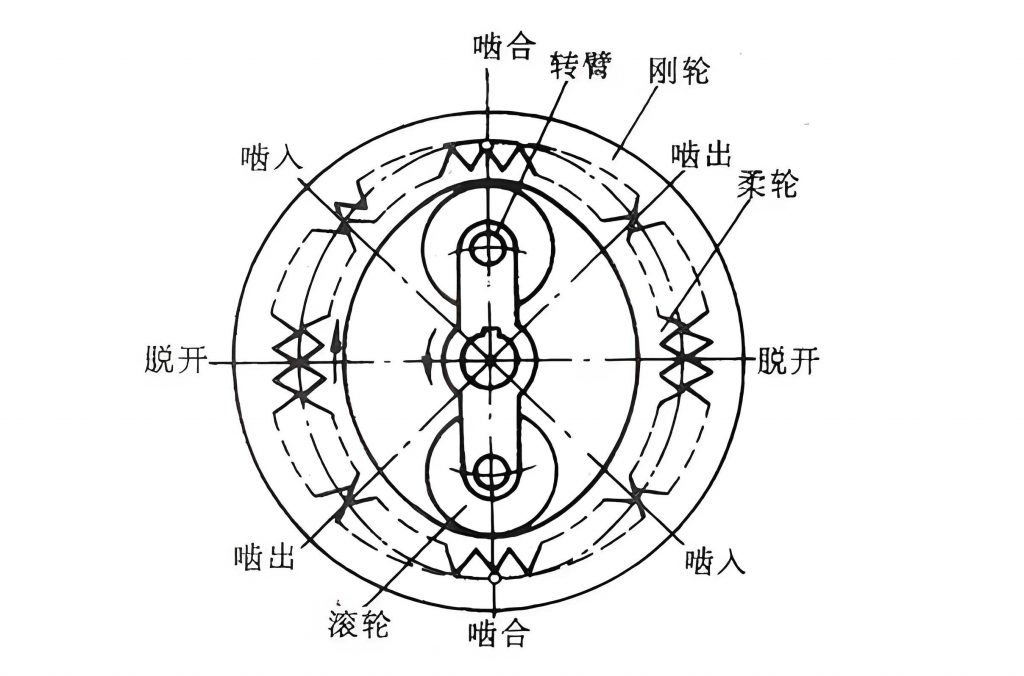
The pursuit of higher performance and reliability in modern robotics, aerospace, and precision machinery has placed significant emphasis on the critical components within these systems. Among them, the harmonic drive gear stands out for its unique combination of compactness, high reduction ratio, zero-backlash capability, and positional accuracy. This transmission system operates on a fundamentally different principle than conventional gears, relying on the controlled elastic deformation of a thin-walled flexible component, the flexspline, meshing with a rigid circular spline, driven by an elliptical wave generator. While this principle grants its advantages, it also makes the system’s performance, particularly the stress state and fatigue life of the flexspline, highly sensitive to geometric imperfections introduced during the manufacturing of its three core components: the flexspline, the circular spline, and the wave generator. High-precision machining is the traditional answer, but it comes with exponentially increasing costs. Therefore, a critical engineering question arises: what are the specific, quantitative effects of individual manufacturing errors on flexspline stress, and can we intelligently compensate for errors in one component by adjusting another, more easily manufactured part? This study aims to systematically decode this relationship, moving beyond qualitative assessments to provide a quantitative model that guides cost-effective manufacturing and assembly tolerance strategies for harmonic drive gear systems.
The heart of a harmonic drive gear‘s performance lies in its tooth meshing behavior. To minimize stress concentrations and maximize the contact ratio, advanced tooth profiles like the double-circular-arc are employed. The profile used in this investigation is a non-common-tangent double-circular-arc type, defined in a local coordinate system attached to the flexspline tooth. The profile consists of three contiguous circular arcs: a convex arc near the tooth tip (segment AB), a concave arc (segment BC), and a root fillet arc (CD). The mathematical representation of this profile is essential for accurate modeling and error introduction.
Let $u$ be the arc length parameter starting from the tooth tip A, $\mathbf{r}$ be the position vector of a point on the profile, and $\mathbf{n}$ be its corresponding unit normal vector. For the convex arc segment AB ($u \in (0, l_1)$):
$$
\mathbf{r}_1 = \begin{bmatrix}
\rho_a \cos(\theta – u/\rho_a) + x_{oa} \\
\rho_a \sin(\theta – u/\rho_a) + y_{oa} \\
1
\end{bmatrix}, \quad
\mathbf{n}_1 = \begin{bmatrix}
\cos(\theta – u/\rho_a) \\
\sin(\theta – u/\rho_a) \\
1
\end{bmatrix}
$$
where $x_{oa} = -l_a$, $y_{oa} = h_f + t – X_a$, $l_1 = \rho_a(\theta – \gamma)$, and $\theta = \arcsin[(h_a + X_a)/\rho_a]$. The parameters $\rho_a$, $h_a$, $X_a$, $h_f$, $t$, and $\gamma$ are defined geometric constants of the tooth profile (convex radius, addendum coefficient, convex center offset, etc.).
For the concave arc segment BC ($u \in (l_1, l_2)$):
$$
\mathbf{r}_2 = \begin{bmatrix}
x_{of} – \rho_f \cos[\gamma + (u – l_1)/\rho_f] \\
y_{of} – \rho_f \sin[\gamma + (u – l_1)/\rho_f] \\
1
\end{bmatrix}, \quad
\mathbf{n}_2 = \begin{bmatrix}
\cos[\gamma + (u – l_1)/\rho_f] \\
\sin[\gamma + (u – l_1)/\rho_f] \\
1
\end{bmatrix}
$$
where $x_{of} = (\rho_a + \rho_f)\cos\gamma + h_l \tan\gamma – l_a$, $y_{of} = h_f + t + X_f$, and $l_2 = l_1 + \rho_f\{\arcsin[(X_f + h_f)/\rho_f] – \gamma\}$. The conjugate tooth profile for the circular spline is then generated from these equations using the envelope theory and coordinate transformations.
Manufacturing errors directly perturb these ideal geometries. We focus on four key, measurable error parameters that critically influence the meshing condition in a harmonic drive gear:
- Flexspline Tooth Thickness Error ($\delta_1$): Quantified via the deviation in the span measurement (M-value). A positive $\delta_1$ means the flexspline teeth are thicker than nominal.
- Circular Spline Tooth Thickness Error ($\delta_2$): Also quantified via its M-value deviation. A positive $\delta_2$ means the circular spline teeth are effectively “thinner” in the internal mesh context, creating more space.
- Wave Generator Long Semi-axis Error ($\delta_3$): Deviation in the major radius of the elliptical cam. A positive $\delta_3$ increases the maximum radial deformation imposed on the flexspline.
- Wave Generator Short Semi-axis Error ($\delta_4$): Deviation in the minor radius of the elliptical cam.
The relationship between the cam axes ($a$, $b$) and the theoretical radial deformation $w_0’$ is given by:
$$
a = \frac{1}{2}d_e – t’ + w_0′, \quad b = \frac{1}{2}d_e – t’ – w_0′
$$
where $d_e$ is the flexspline inner diameter and $t’$ is the柔性轴承 thickness. Therefore, errors $\delta_3$ and $\delta_4$ directly alter the effective deformation field.
To unravel the complex, interacting effects of these four error parameters on the maximum von Mises stress ($\sigma$) observed on the flexspline tooth, a design of experiments (DoE) approach is indispensable. The Response Surface Methodology (RSM) with a Central Composite Circumscribed (CCC) design was selected. This model efficiently fits a second-order polynomial to describe the response surface with a minimal number of required simulations. The general form of the model for $k=4$ factors is:
$$
y = \beta_0 + \sum_{i=1}^{4} \beta_i x_i + \sum_{i < j} \sum \beta_{ij} x_i x_j + \sum_{i=1}^{4} \beta_{ii} x_i^2 + \epsilon
$$
where $y$ is the stress response $\sigma$, $x_i$ are the error factors $\delta_1$ to $\delta_4$, $\beta$ terms are regression coefficients, and $\epsilon$ is the error.
Based on precision standards and actual manufacturing data from a CSF-25-120 type harmonic drive gear, the factor levels were set as shown in the table below. This CCC design required 30 unique combinations of error factors for analysis.
| Level Code | Flexspline M-error ($\delta_1$) | Circular Spline M-error ($\delta_2$) | Cam Long-axis error ($\delta_3$) | Cam Short-axis error ($\delta_4$) |
|---|---|---|---|---|
| -2 | -0.050 | -0.050 | -0.050 | -0.050 |
| -1 | -0.025 | -0.025 | -0.025 | -0.025 |
| 0 | 0.000 | 0.000 | 0.000 | 0.000 |
| 1 | 0.025 | 0.025 | 0.025 | 0.025 |
| 2 | 0.050 | 0.050 | 0.050 | 0.050 |
For each of the 30 error combinations, a detailed 3D finite element analysis (FEA) model of the harmonic drive gear assembly was constructed and solved. The model included the flexspline, circular spline, and a simplified elliptical wave generator. Materials were assigned realistic properties (30CrMnSiA for the flexspline, 45 steel for the circular spline and cam). A two-step nonlinear static analysis was performed: first, the wave generator was expanded inside the flexspline; second, the circular spline was assembled. Contact conditions were defined between all interacting surfaces. The mesh was refined at the tooth contacts, and the maximum von Mises stress on the flexspline tooth body in the engagement region was extracted as the response $\sigma$ for each run.
Applying regression analysis to the FEA results yielded the following significant response surface model (values rounded for clarity):
$$
\begin{aligned}
\sigma = &\, 3035 + 44196\delta_1 – 59171\delta_2 + 96445\delta_3 + 3289\delta_4 \\
&- 5.09\times10^5\delta_1\delta_2 + 7.37\delta_1\delta_3 – 11505\delta_1\delta_4 \\
&- 5.32\times10^5\delta_2\delta_3 – 15960\delta_2\delta_4 – 16775\delta_3\delta_4 \\
&+ 38388\delta_1^2 + 1.86\times10^5\delta_2^2 + 5.63\times10^5\delta_3^2 + 1.0\times10^5\delta_4^2
\end{aligned}
$$
Statistical analysis confirmed the model’s high significance. The coefficients immediately provide insight into factor sensitivity. The first-order coefficients rank the linear influence as $\delta_3 > \delta_2 > \delta_1 > \delta_4$. The second-order coefficients highlight the strong quadratic effect of $\delta_3$. This unequivocally identifies the wave generator long semi-axis error ($\delta_3$) as the most critical parameter affecting flexspline stress in a harmonic drive gear. The circular spline error ($\delta_2$) is also highly influential, followed by the flexspline error ($\delta_1$). The cam short-axis error ($\delta_4$) has the least effect within the studied range.
To understand the individual effects, we examine perturbation plots where one factor is varied while others are held at a constant baseline (often zero or a specific value).
- Effect of Flexspline M-error ($\delta_1$): Holding $\delta_2=0.03$ mm, $\delta_3=0$, $\delta_4=0$, the stress $\sigma$ increases monotonically with $\delta_1$. Thicker flexspline teeth (positive $\delta_1$) cause deeper, potentially interfering engagement, raising stress. The acceptable range for low stress was found to be $\delta_1 \in (-0.01, 0)$ mm.
- Effect of Circular Spline M-error ($\delta_2$): Holding $\delta_1=-0.03$ mm, $\delta_3=0$, $\delta_4=0$, the stress $\sigma$ decreases monotonically with increasing $\delta_2$. A larger circular spline M-value (effectively thinner teeth or a larger internal diameter) reduces mesh depth and contact pressure. The favorable range was $\delta_2 \in (0.005, 0.030)$ mm.
- Effect of Cam Long-axis error ($\delta_3$): This is the most dramatic relationship. Holding $\delta_1=-0.03$ mm, $\delta_2=0$, $\delta_4=0$, stress increases extremely sharply with positive $\delta_3$. Increasing the long axis amplifies radial deformation, forcing teeth into deeper, harsher contact. A slight negative deviation ($\delta_3 \in (-0.04, -0.02)$ mm) is beneficial for reducing stress from the nominal condition.
- Effect of Cam Short-axis error ($\delta_4$): The influence is relatively minor and non-monotonic. Stress slightly decreases then increases as $\delta_4$ goes from negative to positive, but the overall variation is small compared to other factors.
The interaction effects are crucial. For instance, the strong negative interaction term ($-5.09\times10^5\delta_1\delta_2$) indicates that the detrimental effect of a positive flexspline error ($\delta_1$) can be mitigated by a concurrent positive circular spline error ($\delta_2$), and vice-versa. This leads to the core practical finding of this study: error compensation. Since machining perfect gears is costly, but machining a cam to a specific non-standard ellipse is relatively inexpensive, we can compensate for measured gear errors by intentionally adjusting the cam’s long semi-axis.
Based on the response model, four compensation strategies are formulated for different real-world scenarios of measured gear pair errors:
| Scenario | Flexspline Error ($\delta_1$) | Circular Spline Error ($\delta_2$) | Recommended Cam Long-axis Adjustment | Objective |
|---|---|---|---|---|
| 1 | Negative (Teeth thinner) | Negative (Teeth thicker) | Decrease ($\Delta < 0$) | Reduce excessive mesh depth caused by both gears being “tight”. |
| 2 | Positive (Teeth thicker) | Positive (Teeth thinner) | Increase ($\Delta > 0$) | Compensate for excessive backlash caused by both gears being “loose”. |
| 3 | Negative (Teeth thinner) | Positive (Teeth thinner) | Increase ($\Delta > 0$) | Counteract the large backlash from this error combination. |
| 4 | Positive (Teeth thicker) | Negative (Teeth thicker) | Decrease ($\Delta < 0$) | Alleviate the severe interference from this error combination. |
The specific adjustment magnitude $\Delta$ for the cam long-axis can be determined by using the response model equation, plugging in the measured $\delta_1$ and $\delta_2$, setting $\delta_4=0$, and solving for the $\delta_3$ value that brings the predicted stress $\sigma$ to a desired target level (e.g., the nominal stress or a safe maximum).
In conclusion, this study provides a quantitative framework for understanding and managing manufacturing tolerances in harmonic drive gear systems. Through the integration of double-circular-arc tooth profile modeling, finite element analysis, and Response Surface Methodology, we have successfully ranked the sensitivity of flexspline stress to key manufacturing errors. The wave generator’s long semi-axis was identified as the paramount control parameter. Most importantly, the developed model enables proactive error compensation strategies. By selectively adjusting the cam profile based on the measured errors of the more expensive and harder-to-perfect gear components, manufacturers can achieve optimal meshing conditions, enhance fatigue life, and maintain high transmission accuracy without resorting to prohibitively tight tolerances on all components. This approach directly contributes to the cost-effective and performance-reliable production of harmonic drive gear units for demanding applications.