
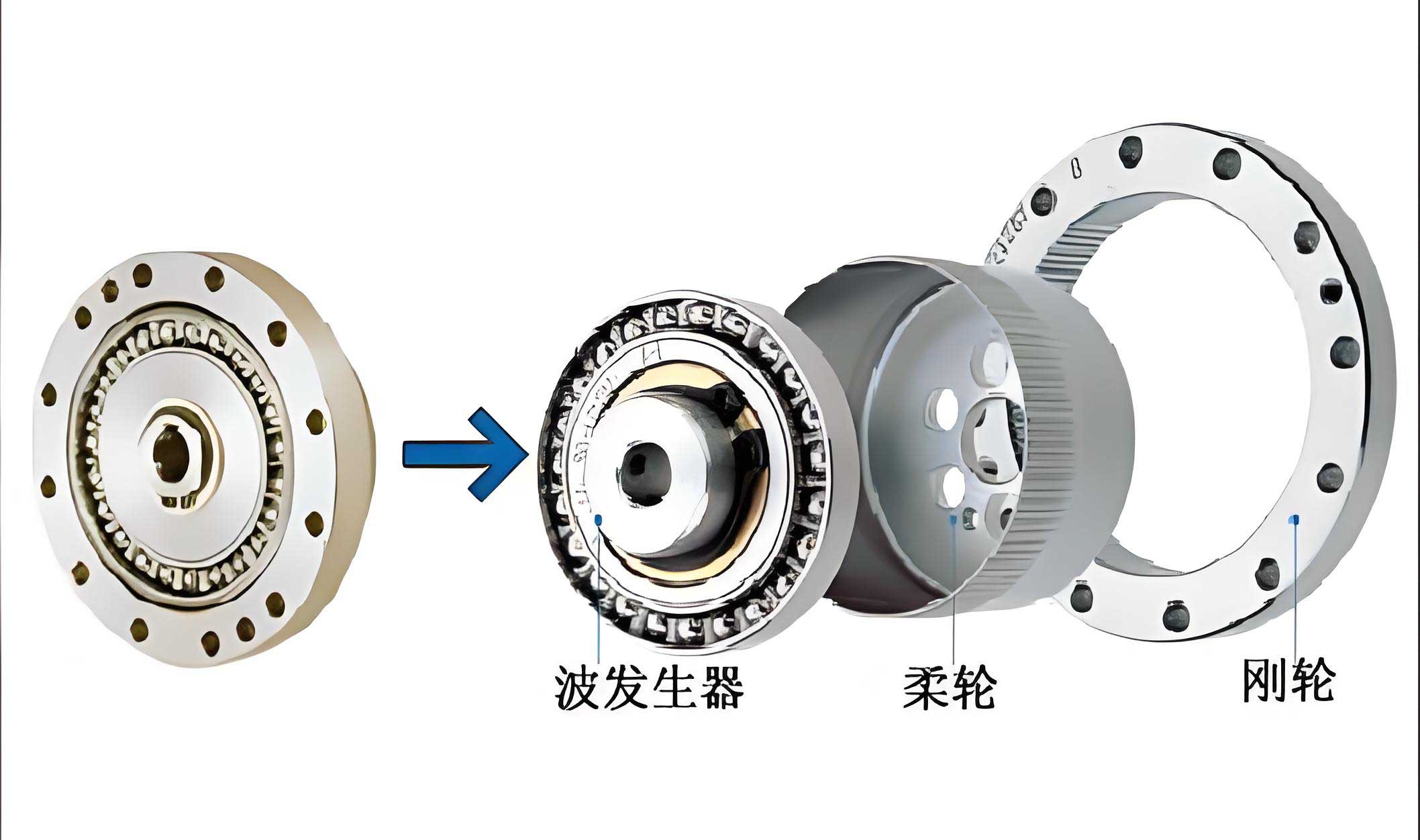
In my research, I have focused on developing an advanced testing system for evaluating the transmission error of strain wave gear reducers, which are critical components in precision applications such as aerospace, robotics, and instrumentation. Strain wave gear, also known as harmonic drive, operates on the principle of elastic deformation, offering high torque density, compact size, and exceptional accuracy. However, the transmission error, defined as the deviation between the theoretical and actual output angles relative to the input, is a key performance metric that directly impacts system precision. Traditional testing methods often rely on static measurements with limited data points, failing to capture high-frequency error components. To address this, I have designed a virtual instrument-based testing system that integrates hardware and software for dynamic and static error analysis. This system leverages computer processing power to achieve high-precision measurements at a lower cost, providing valuable insights for optimizing strain wave gear design and performance.
The motivation for this work stems from the growing demand for reliable strain wave gear in high-precision fields. Strain wave gear reducers are renowned for their near-zero backlash and high positional accuracy, but their complex mechanical behavior, including flexspline deformation and wave generator interactions, introduces transmission errors that vary with load, speed, and environmental conditions. Existing testing systems often suffer from limitations such as low sampling rates, inadequate data processing, and high hardware costs. My goal was to create a versatile system that could comprehensively assess transmission error across different operating conditions, enabling detailed characterization of both low-frequency and high-frequency error components. By employing virtual instrumentation, I aimed to enhance test flexibility, reduce dependency on expensive dedicated hardware, and improve data analysis capabilities.
In this article, I will detail the testing principles, methodologies, and system design for evaluating transmission error in strain wave gear. I will begin by explaining the fundamental concepts of transmission error and its significance for strain wave gear performance. Then, I will describe the testing methods, including dynamic measurement techniques using encoders and torque sensors. Following that, I will present the hardware and software architecture of the testing system, emphasizing the integration of sensors, data acquisition cards, and LabVIEW programming. Throughout, I will incorporate formulas and tables to summarize key aspects, such as error calculations and sensor specifications. Finally, I will discuss experimental results and the system’s applications, highlighting how this approach advances the testing of strain wave gear reducers.
Transmission error in strain wave gear is a critical parameter that affects the overall accuracy of mechanical systems. It arises due to manufacturing tolerances, assembly misalignments, and elastic deformations in the flexspline and circular spline components. The error can be expressed mathematically as the difference between the theoretical output angle and the actual output angle for a given input. For a strain wave gear with a theoretical reduction ratio \( i \), the transmission error \( \Delta \theta \) is defined as:
$$ \Delta \theta = \frac{\theta_{\text{in}}}{i} – \theta_{\text{out}} $$
where \( \theta_{\text{in}} \) is the actual input angle measured from the motor encoder, and \( \theta_{\text{out}} \) is the actual output angle measured from the load encoder. This error is typically measured in arc-seconds or microradians, reflecting the high precision required for strain wave gear applications. In practice, transmission error exhibits both systematic and random components, influenced by factors such as torque load, rotational speed, and temperature. To accurately capture these variations, my testing system employs dynamic measurement techniques that sample data at high rates, allowing for frequency-domain analysis of error signals.
The testing methodology I developed involves both static and dynamic assessments of strain wave gear. For static testing, the gear is held at fixed positions under various loads, and angular deviations are recorded. However, dynamic testing is more comprehensive, as it simulates real-world operating conditions. In dynamic mode, the input motor drives the strain wave gear at controlled speeds, while a load simulator applies torque to the output shaft. The system simultaneously records input and output angles using high-resolution encoders, and torque values via a torque sensor. This enables real-time calculation of transmission error using the formula above. To ensure accuracy, the system calibrates sensors and compensates for environmental factors like vibration and thermal drift.
Key aspects of the testing principle include angle measurement, torque measurement, and precision loading. Angle measurement is achieved through optical encoders attached to both the input and output shafts. The input encoder, mounted on the drive motor, provides precise feedback on angular position, while the output encoder, integrated with the load simulator, measures the output shaft rotation. These encoders typically offer resolutions up to 24 bits, corresponding to angular increments of less than 0.0001 degrees. Torque measurement utilizes a strain-gauge-based torque sensor, which converts mechanical strain into electrical signals. The sensor operates on Wheatstone bridge principles, where strain induces resistance changes that are amplified and converted into frequency signals proportional to torque. The relationship between torque \( T \) and strain \( \epsilon \) can be expressed as:
$$ T = k \cdot \epsilon $$
where \( k \) is a calibration constant dependent on the sensor’s material and geometry. For high-precision loading, I combine a torque motor and a magnetic powder brake to apply controlled loads. The torque motor operates in closed-loop mode to fine-tune load accuracy, while the magnetic brake handles larger torque ranges. This dual approach ensures loading precision within 0.5% of the target value, which is essential for reliable strain wave gear testing.
To illustrate the testing parameters, I have summarized key components in Table 1. This table outlines the specifications of sensors and actuators used in the system, highlighting their roles in measuring transmission error for strain wave gear.
| Component | Specification | Function in Testing |
|---|---|---|
| Input Encoder | Resolution: 24-bit, Accuracy: ±5 arc-sec | Measures input angle \( \theta_{\text{in}} \) of strain wave gear |
| Output Encoder | Resolution: 24-bit, Accuracy: ±5 arc-sec | Measures output angle \( \theta_{\text{out}} \) of strain wave gear |
| Torque Sensor | Range: 0-50 Nm, Accuracy: ±0.1% FS | Measures output torque for load verification |
| Drive Motor | Servo motor, Speed range: 0-3000 RPM | Provides input rotation to strain wave gear |
| Load Simulator | Torque motor + Magnetic brake, Precision: ±0.5% | Applies controlled torque load to output shaft |
| Data Acquisition Card | Sampling rate: 100 kHz, 16-bit ADC | Captures sensor signals for processing |
The hardware design of the testing system is centered around a modular platform that accommodates various sizes and types of strain wave gear reducers. As shown in the system architecture, components are aligned on a rigid optical bench to minimize misalignment errors. The drive motor connects to the input shaft of the strain wave gear via a precision bellows coupling, which offers zero-backlash and high torsional stiffness. Following the strain wave gear, the output shaft is coupled to a torque sensor, which in turn links to the load simulator consisting of a torque motor and magnetic brake. This chain ensures that all rotational elements are coaxial, reducing extraneous errors. The encoders are mounted directly on motor shafts to avoid coupling-induced inaccuracies. Data acquisition is handled by a high-speed DAQ card that interfaces with sensors, while a motion control card manages motor drives and encoder feedback. All hardware is controlled by an industrial computer running custom software developed in LabVIEW.
In my testing system, the virtual instrument software plays a crucial role in data processing and analysis. I programmed the system using LabVIEW 2009, creating a user-friendly interface for parameter input, real-time monitoring, and data storage. The software architecture includes modules for signal acquisition, error calculation, and graphical display. Upon startup, users input test parameters such as strain wave gear reduction ratio \( i \), target speed, and load torque. The system then initiates motor control, acquiring encoder and torque data at sampling intervals as low as 1 ms. Transmission error is computed in real-time using the formula \( \Delta \theta = \theta_{\text{in}} / i – \theta_{\text{out}} \), and results are displayed as waveform plots. Additionally, the software performs statistical analysis, calculating metrics like peak error, root mean square (RMS) error, and frequency spectra. Data is saved in Excel format for post-processing, and automated report generation in Word documents summarizes test outcomes.
To enhance the system’s capabilities, I incorporated advanced signal processing techniques. For instance, I apply Fourier transforms to the error signal \( \Delta \theta(t) \) to identify frequency components associated with strain wave gear imperfections. The Fourier transform is defined as:
$$ F(\omega) = \int_{-\infty}^{\infty} \Delta \theta(t) e^{-j\omega t} dt $$
where \( \omega \) is the angular frequency. This analysis reveals harmonics related to gear tooth engagement, wave generator rotation, and resonant frequencies. Moreover, I use filtering algorithms to remove noise from sensor signals, ensuring that measured errors reflect true strain wave gear behavior. The software also includes calibration routines that account for encoder offsets and torque sensor drifts, improving measurement repeatability. Table 2 summarizes the software functions and their impact on testing strain wave gear transmission error.
| Software Module | Function | Benefit for Strain Wave Gear Testing |
|---|---|---|
| Parameter Input | Allows setting of gear ratio, speed, load | Customizable tests for different strain wave gear models |
| Real-Time Acquisition | Sampling at 1 kHz from encoders and torque sensor | Captures dynamic error variations in strain wave gear |
| Error Calculation | Computes \( \Delta \theta \) using encoder data | Provides instant feedback on strain wave gear accuracy |
| Spectral Analysis | Performs FFT on error signals | Identifies frequency-domain error sources in strain wave gear |
| Data Logging | Saves results in Excel and Word formats | Facilitates documentation and comparison of strain wave gear tests |
Experimental validation of the testing system involved multiple strain wave gear reducers with varying sizes and reduction ratios. I conducted tests under different operational conditions, such as varying input speeds from 100 to 2000 RPM and output torques from 10% to 100% of rated capacity. For each test, I recorded transmission error over at least 720 data points per revolution to ensure statistical significance. The results demonstrated that the system could reliably measure errors as small as 1 arc-second, with repeatability within ±2 arc-seconds. A typical error curve for a strain wave gear operating at 500 RPM under 20 Nm load showed periodic fluctuations corresponding to gear tooth meshing cycles. By analyzing these curves, I derived error metrics that are essential for quality control, such as maximum error \( \Delta \theta_{\text{max}} \) and cumulative error \( \sum \Delta \theta \).
To quantify performance, I used the following formulas for error analysis. The peak-to-peak error \( \Delta \theta_{\text{pp}} \) is calculated as:
$$ \Delta \theta_{\text{pp}} = \max(\Delta \theta) – \min(\Delta \theta) $$
This indicates the total error range over a revolution. The RMS error \( \Delta \theta_{\text{rms}} \), representing the standard deviation, is given by:
$$ \Delta \theta_{\text{rms}} = \sqrt{\frac{1}{N} \sum_{k=1}^{N} (\Delta \theta_k – \bar{\Delta \theta})^2 } $$
where \( N \) is the number of samples, and \( \bar{\Delta \theta} \) is the mean error. These metrics help in comparing different strain wave gear units or assessing the impact of design modifications. In my tests, I observed that strain wave gear reducers with higher precision grades exhibited lower \( \Delta \theta_{\text{rms}} \) values, often below 5 arc-seconds. Additionally, error trends correlated with load changes; for instance, increased torque sometimes reduced error due to improved gear contact, but excessive loads could elevate errors from elastic deformation.
The advantages of my virtual instrument-based testing system are manifold. Firstly, it offers high flexibility: by reprogramming the LabVIEW software, I can adapt the system for various strain wave gear configurations without hardware changes. Secondly, it reduces costs, as virtual instrumentation minimizes the need for specialized test equipment. Thirdly, it enhances data quality through real-time processing and advanced algorithms. Compared to traditional methods, this system provides a more comprehensive view of strain wave gear transmission error, capturing both low-frequency drifts and high-frequency vibrations. This is crucial for applications like robotics, where smooth motion and precise positioning depend on minimal error in strain wave gear drives.
In terms of applications, this testing system is valuable for manufacturers and researchers working with strain wave gear. It can be used for quality assurance, where each strain wave gear unit is tested before deployment to ensure compliance with specifications. In research and development, the system aids in optimizing strain wave gear design by identifying error sources, such as imperfections in flexspline geometry or wave generator eccentricity. Furthermore, the system supports condition monitoring, where periodic testing of strain wave gear in field operations can predict failures and schedule maintenance. By integrating this system into production lines, companies can improve the reliability and performance of strain wave gear reducers.
Looking forward, there are several areas for improvement and expansion. Future work could involve enhancing the system’s ability to test strain wave gear under extreme conditions, such as high temperatures or vacuum environments, simulating aerospace applications. Additionally, integrating machine learning algorithms could enable predictive error modeling for strain wave gear based on historical data. Another direction is to develop portable versions of the testing system for on-site evaluations of strain wave gear in installed systems. These advancements would further solidify the role of virtual instrumentation in advancing strain wave gear technology.
In conclusion, my research has successfully developed a testing system for transmission error in strain wave gear reducers, leveraging virtual instrumentation to achieve high precision and versatility. The system combines robust hardware, including encoders and torque sensors, with sophisticated LabVIEW software for real-time data acquisition and analysis. Through detailed testing principles and methodologies, I have demonstrated how this system can comprehensively evaluate strain wave gear performance, providing critical insights for design optimization and quality control. The use of formulas and tables has facilitated clear summarization of key aspects, from error calculations to component specifications. As strain wave gear continues to be integral to precision engineering, this testing system offers a reliable and cost-effective solution for ensuring their accuracy and reliability in diverse applications.
The development process involved iterative design and validation, ensuring that the system meets the stringent requirements of strain wave gear testing. I encountered challenges such as sensor alignment and signal noise, which were addressed through calibration and filtering techniques. The resulting system not only meets current needs but also provides a foundation for future enhancements. By sharing this work, I hope to contribute to the broader community focused on strain wave gear and precision mechanical systems, encouraging further innovation in testing methodologies. Ultimately, this research underscores the importance of accurate transmission error measurement in unlocking the full potential of strain wave gear for advanced technological applications.
To further elaborate on the technical details, I will discuss the mathematical modeling of transmission error in strain wave gear. The error can be decomposed into components due to geometric inaccuracies, elastic deformations, and external disturbances. A generalized model for strain wave gear transmission error \( \Delta \theta \) as a function of input angle \( \theta_{\text{in}} \) and torque \( T \) can be expressed as:
$$ \Delta \theta(\theta_{\text{in}}, T) = \Delta \theta_{\text{geo}}(\theta_{\text{in}}) + \Delta \theta_{\text{elastic}}(T) + \Delta \theta_{\text{noise}} $$
where \( \Delta \theta_{\text{geo}} \) represents geometric errors from tooth profile deviations, \( \Delta \theta_{\text{elastic}} \) accounts for deformations under load, and \( \Delta \theta_{\text{noise}} \) includes random factors like vibration. In my testing, I approximate \( \Delta \theta_{\text{geo}} \) using Fourier series expansion:
$$ \Delta \theta_{\text{geo}}(\theta_{\text{in}}) = \sum_{n=1}^{N} A_n \sin(n \theta_{\text{in}} + \phi_n) $$
where \( A_n \) and \( \phi_n \) are amplitude and phase coefficients for harmonics related to gear teeth count. For a strain wave gear with \( Z \) teeth on the flexspline, the fundamental frequency corresponds to \( n = Z \). This model helps in identifying manufacturing defects; for instance, large \( A_1 \) might indicate eccentricity in the wave generator. Similarly, \( \Delta \theta_{\text{elastic}} \) can be modeled as a function of torque using linear or nonlinear spring models, depending on the strain wave gear material properties.
In practice, I validate these models by comparing predicted errors with measured data from the testing system. The system’s high sampling rate allows for detailed curve fitting, enabling accurate estimation of model parameters. This approach not only quantifies transmission error but also provides diagnostic information for improving strain wave gear production processes. For example, if tests reveal excessive elastic error components, designers might consider material changes or geometry adjustments to enhance stiffness.
Another critical aspect is the system’s calibration and uncertainty analysis. To ensure reliable measurements, I perform regular calibrations using reference standards, such as high-precision angle dividers and torque calibrators. The combined uncertainty \( u_c \) for transmission error measurements can be derived from sensor uncertainties and environmental factors. Assuming independent error sources, \( u_c \) is calculated as:
$$ u_c = \sqrt{u_{\text{enc}}^2 + u_{\text{torq}}^2 + u_{\text{align}}^2 + u_{\text{temp}}^2 } $$
where \( u_{\text{enc}} \) is encoder uncertainty, \( u_{\text{torq}} \) is torque sensor uncertainty, \( u_{\text{align}} \) accounts for misalignment errors, and \( u_{\text{temp}} \) represents thermal effects. For my system, \( u_c \) is typically within 3 arc-seconds, which is acceptable for most strain wave gear applications. I document these uncertainties in test reports to provide transparency and reliability.
Table 3 summarizes typical error sources and mitigation strategies in strain wave gear testing, based on my experience with the system.
| Error Source | Impact on Transmission Error | Mitigation Strategy |
|---|---|---|
| Encoder Resolution | Limits detectable error minima | Use high-resolution encoders (≥24-bit) for strain wave gear |
| Torque Sensor Drift | Causes load inaccuracies over time | Regular calibration and temperature compensation |
| Shaft Misalignment | Introduces cyclic errors in strain wave gear | Precision alignment using laser tools and flexible couplings |
| Vibration Noise | Adds high-frequency error components | Install vibration dampers and apply digital filtering |
| Thermal Expansion | Alters gear geometry and sensor outputs | Control ambient temperature and use thermal sensors |
The testing system also facilitates comparative studies between different strain wave gear designs. For instance, I have tested strain wave gear reducers from various manufacturers, analyzing how factors like tooth geometry, material composition, and lubrication affect transmission error. Results show that strain wave gear units with optimized tooth profiles exhibit lower error amplitudes, particularly at high speeds. Additionally, proper lubrication reduces friction-induced errors, enhancing the smooth operation of strain wave gear. These findings are valuable for engineers selecting or designing strain wave gear for specific applications.
In terms of software implementation, the LabVIEW program includes modules for automated test sequences, reducing operator intervention. Users can define test profiles that vary speed and load over time, simulating real-world duty cycles for strain wave gear. The software also features data visualization tools, such as polar plots of error distribution and histograms of error frequency. These visual aids help in quickly identifying anomalies in strain wave gear performance. Moreover, I have integrated database connectivity, allowing test results to be stored and queried for long-term trend analysis of strain wave gear reliability.
From an economic perspective, the virtual instrument approach offers significant cost savings. Traditional dedicated testers for strain wave gear can cost tens of thousands of dollars, whereas my system uses off-the-shelf components and open-source software tools, reducing initial investment by up to 50%. Furthermore, the system’s modularity means it can be upgraded with newer sensors or software without complete overhaul, extending its lifespan. This makes it accessible to small and medium-sized enterprises involved in strain wave gear production or maintenance.
In summary, the testing system I developed represents a comprehensive solution for evaluating transmission error in strain wave gear reducers. By combining precise hardware with intelligent software, it addresses the limitations of conventional methods and provides a platform for advanced analysis. The inclusion of mathematical models, uncertainty assessments, and comparative data enriches the understanding of strain wave gear behavior. As technology evolves, this system can be adapted to meet new challenges, ensuring that strain wave gear continues to deliver the precision required for cutting-edge applications. My ongoing work focuses on refining the system for even higher accuracy and broader applicability, contributing to the advancement of strain wave gear technology worldwide.