As an engineer deeply involved in industrial material handling systems, I have witnessed firsthand the critical role belt conveyors play in sectors like metallurgy, mining, transportation, hydropower, and chemical processing. These systems are prized for their high capacity, simple structure, ease of maintenance, low cost, and versatility. However, the heart of any belt conveyor—its drive unit—often becomes a source of operational headaches. The drive unit, comprising an electric motor, reduction gear, and drive pulley, is prone to failures that can halt entire production lines, leading to significant downtime and economic losses. In my experience, sudden failures like motor burnouts are particularly disruptive due to inadequate preparation and prolonged repair times. Therefore, there is a persistent need for drive systems that minimize device count, simplify structure, enhance reliability, and facilitate quick fault resolution. This narrative explores how adopting cycloidal drive technology, specifically cycloidal speed reducers, has revolutionized belt conveyor drive systems in my work, offering a robust solution to these challenges.
In my practice, I have encountered three common belt conveyor drive configurations, each with distinct pros and cons. Understanding these is essential to appreciate the innovation brought by cycloidal drives.
| Drive Configuration | Description | Advantages | Disadvantages |
|---|---|---|---|
| Motorized Pulley Drive | Integrates motor and reduction gear inside the drive pulley. | Compact design saves space; easy initial installation and design selection. | Manufacturing and assembly quality issues; difficult repair requiring pulley replacement and belt handling; long downtime. |
| Motor + Reducer + Drive Pulley | External motor and reducer connected via couplings (or belts/chains). | Simple structure, low maintenance, high reliability, easy component replacement. | Requires sturdy foundation, larger footprint, higher initial investment. |
| External Motorized Pulley | Motor mounted externally but rigidly connected; reduction gear remains inside pulley. | Reduces motor-related pulley replacements compared to motorized pulley. | Gear failures still necessitate pulley disassembly; often requires specialized repair. |
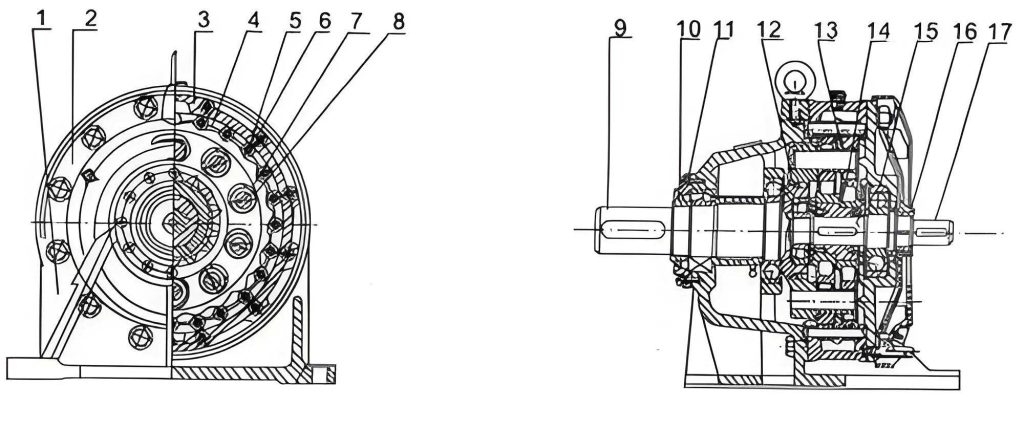
From this comparison, it is clear that while external motor-reducer setups offer reliability, their space requirements can be limiting. This is where cycloidal drive units shine. A cycloidal drive, or cycloidal speed reducer, is a planetary transmission mechanism that uses cycloidal disc profiles meshing with pin wheels. Its unique design provides exceptional performance characteristics that make it ideal for belt conveyor applications.
The advantages of cycloidal drives are multifaceted. First, they offer remarkably high reduction ratios. For a single-stage cycloidal drive, the ratio ranges from $$i = \frac{1}{6} \text{ to } \frac{1}{87}$$. For two-stage units, it extends to $$i = \frac{1}{99} \text{ to } \frac{1}{7,569}$$, and for three-stage, $$i = \frac{1}{5,841} \text{ to } \frac{1}{658,503}$$. These ratios can be tailored through multi-stage combinations, providing flexibility for various torque requirements. The transmission efficiency is high, typically around 94% per stage, due to the rolling contact between cycloidal discs and pin wheels, which minimizes friction losses. Mathematically, the efficiency $$\eta$$ can be expressed as $$\eta = 1 – \sum \text{losses}$$, where losses are primarily from bearing friction and lubrication drag.
Structurally, cycloidal drives are compact because of their coaxial input-output shaft alignment, reducing volume by 50% to 67% compared to conventional cylindrical gear reducers. This compactness is quantified by the space factor $$S_f = \frac{V_{\text{cycloidal}}}{V_{\text{gear}}}$$, where $$S_f$$ often falls between 0.33 and 0.5. Their planetary configuration ensures smooth operation with multiple tooth engagement, leading to low noise and high reliability. Durability is enhanced by using bearing steel (hardness 58–62 HRC) for key components, and the rolling friction wear is minimal, as described by the wear rate equation $$W_r = k \cdot P \cdot v$$, where $$k$$ is the wear coefficient, $$P$$ is contact pressure, and $$v$$ is sliding velocity—with near-zero sliding in cycloidal drives. This makes cycloidal drives suitable for frequent starts and reversals, common in conveyor systems.
In my retrofit projects, I leveraged these attributes to redesign drive units. The installation involves using a BWY-type cycloidal speed reducer, known for its compactness. The reducer base, being lightweight, is directly welded to the belt conveyor head pulley support frame. A cross-slider coupling connects the reducer output to the drive pulley, allowing for misalignment tolerance and easy replacement. This configuration merges the benefits of external motor-reducer systems (ease of maintenance) with the space savings of motorized pulleys. The cycloidal drive unit becomes a modular component that can be swiftly swapped during failures, drastically cutting downtime.
The operational impact of integrating cycloidal drives has been profound. In one facility with 47 belt conveyors, 19 initially used motorized pulleys (including external motor types), experiencing over 20 failures annually with average replacement times exceeding 2 hours. After retrofitting 6 critical conveyors with cycloidal drives—where space constraints ruled out bulkier alternatives—the results were transformative. The table below summarizes the performance shift.
| Metric | Pre-Retrofit (Motorized Pulley) | Post-Retrofit (Cycloidal Drive) | Improvement |
|---|---|---|---|
| Annual Failure Incidents | ~20 across 19 conveyors | 0 in 6 retrofitted conveyors | 100% reduction for retrofitted units |
| Average Repair Time | >2 hours per incident | ~30 minutes (potential swap time) | 75% faster resolution |
| Energy Consumption | Baseline motor current | 3–6% lower motor current | Significant energy savings |
The energy savings stem from the high efficiency of cycloidal drives. For a motor with power $$P_m$$, the output power after reduction is $$P_o = P_m \cdot \eta_t$$, where $$\eta_t$$ is the total drive efficiency. With cycloidal drives, $$\eta_t$$ is higher than in worm gear or standard gear reducers, reducing input current $$I$$ as per $$P_m = \sqrt{3} \cdot V \cdot I \cdot \cos \phi$$ for three-phase systems. The 3–6% current drop translates to cost savings, calculable using $$E_{\text{saved}} = P_{\text{saved}} \cdot t$$, where $$P_{\text{saved}}$$ is the power reduction and $$t$$ is operating time.
Beyond reliability and efficiency, the cycloidal drive retrofit enhances system flexibility. The modular design allows for quick upgrades or adaptations to changing load conditions. For instance, the reduction ratio can be adjusted by selecting different cycloidal drive models, governed by the formula $$i = \frac{Z_p}{Z_c – Z_p}$$ for a single stage, where $$Z_p$$ is the number of pins and $$Z_c$$ is the number of cycloidal disc lobes. This mathematical precision ensures optimal speed-torque matching. Moreover, the compact cycloidal drive unit reduces structural load on conveyor frames, as evidenced by the mass reduction factor $$M_r = \frac{m_{\text{cycloidal}}}{m_{\text{traditional}}}$$, often below 0.7.
The success of cycloidal drives in these applications underscores their versatility. They are not just replacements but upgrades that future-proof conveyor systems. In my analysis, the total cost of ownership (TCO) for cycloidal drive-based systems is lower, considering reduced downtime, maintenance costs, and energy expenses. A TCO model can be expressed as $$\text{TCO} = C_{\text{initial}} + \sum (C_{\text{repair}} + C_{\text{downtime}} + C_{\text{energy}})$$, where cycloidal drives minimize the summation terms.
Looking ahead, the integration of smart monitoring with cycloidal drives could further enhance performance. Sensors tracking temperature, vibration, and load can predict failures, leveraging the inherent durability of cycloidal mechanisms. The cycloidal drive’s robustness also aligns with sustainable practices, as its long lifespan and efficiency reduce resource waste.
In conclusion, my experience demonstrates that cycloidal drives are a game-changer for belt conveyor drive systems. They address the core needs of reliability, compactness, and maintainability while delivering energy savings. This technology offers a pathway for industries to optimize material handling operations, proving that innovation in drive mechanisms—like the cycloidal drive—can yield substantial operational dividends. As we continue to refine these systems, the cycloidal drive stands out as a cornerstone of modern conveyor design.