
In my extensive work on precision transmission systems, the strain wave gear, commonly known as the harmonic drive, has consistently presented a fascinating paradox. Its unparalleled advantages—exceptionally high reduction ratios in a compact package, zero-backlash operation, and high positional accuracy—make it indispensable in robotics, aerospace, and semiconductor manufacturing. However, the very principle that enables these benefits, the elastic deformation of its flexible spline, also seeds its primary point of failure: fatigue-induced fracture of the flexible spline. My research focuses on a systematic, multi-faceted approach to optimize the strain wave gear assembly, aiming to maximize its operational lifespan and reliability while maintaining its performance characteristics.
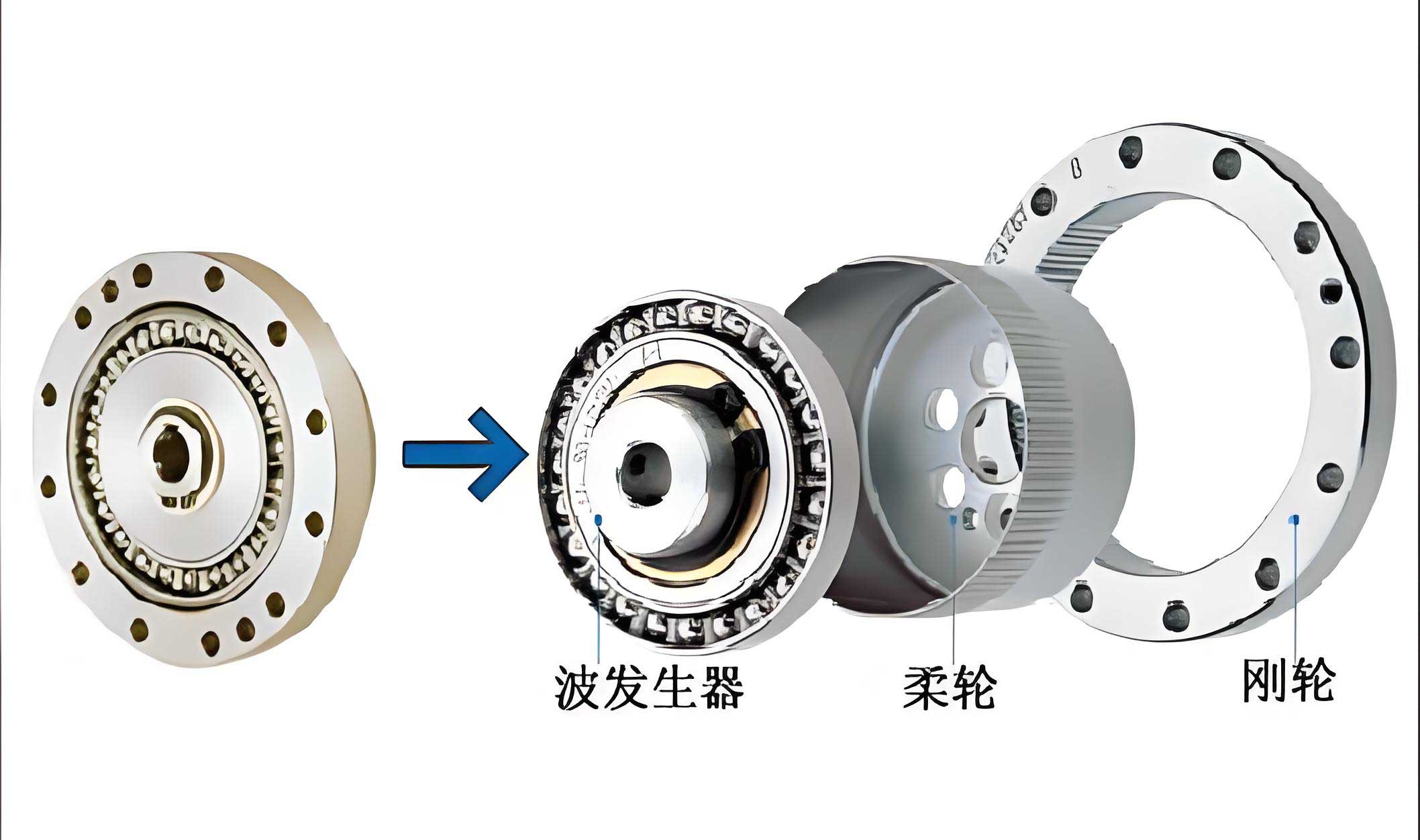
The core of a strain wave gear comprises three key elements: the rigid circular spline, the flexible spline (or “flexspline”), and the wave generator. The wave generator, typically an elliptical bearing or cam, is inserted into the flexible spline, forcing it into an elliptical shape and causing its external teeth to mesh with the internal teeth of the rigid spline at two diametrically opposite regions. A slight difference in the number of teeth between the two splines results in a large reduction ratio per revolution of the wave generator. The lifetime of the entire assembly is governed by the stress cycles endured by the flexspline.
1. Foundational Stress Analysis of the Flexspline
My initial investigation centers on understanding the stress distribution within the flexspline under a static, no-load condition, which is defined solely by the preload from the wave generator assembly. For this analysis, I consider a short, cylindrical flexspline design, which offers better torsional rigidity compared to cup-type designs. To simplify the finite element model without significant loss of accuracy, the toothed section of the flexspline is modeled as an equivalent smooth ring with a thickness derived from the nominal wall thickness $\delta$ using the empirical relation: $\delta_f = 1.673\sqrt{\delta}$.
The primary geometric and material parameters for my baseline model are as follows:
| Parameter | Value | Unit |
|---|---|---|
| Flexspline Inner Diameter, $d_n$ | 76.7 | mm |
| Nominal Wall Thickness, $\delta$ | 0.8 | mm |
| Equivalent Tooth Ring Thickness, $\delta_f$ | ~1.50 | mm |
| Material | 35CrMnSiA Steel | – |
| Young’s Modulus, $E$ | 210 | GPa |
| Poisson’s Ratio, $\nu$ | 0.3 | – |
The wave generator is modeled as a standard elliptical cam. The critical assembly parameter is the radial interference fit, or “overlap,” $\Delta$, which is directly controlled by the major axis of the ellipse, $a_H$:
$$\Delta = 2a_H – d_n$$
This interference is the sole source of the initial stress state in the unloaded strain wave gear.
Using a Finite Element Analysis (FEA) software suite, I constructed a high-fidelity model with surface-to-surface contact defined between the wave generator cam and the flexspline’s inner surface. The flexspline was fixed, and the analysis solved for the static structural stress. The results for a nominal interference are telling:
| Metric | Maximum Value | Location |
|---|---|---|
| von Mises Stress | 225.3 MPa | Tooth ring at the major axis ends |
| Total Deformation | 0.0033 mm | Open end at the major axis |
The stress profile is symmetrically distributed, with clear stress concentration at the regions where the flexspline contacts the ends of the wave generator’s major axis. This forms the baseline for parametric optimization.
2. Parametric Study: Interference Fit Optimization
To quantify the relationship between assembly interference and flexspline stress, I conducted a parametric sweep. By varying the major axis length $a_H$ of the elliptical cam, I systematically changed the interference $\Delta$ and recorded the resulting maximum stress and deformation. The data from this study is summarized below:
| Major Axis, $a_H$ (mm) | Interference, $\Delta$ (mm) | Max Stress, $\sigma_{max}$ (MPa) | Max Deformation, $u_{max}$ (μm) |
|---|---|---|---|
| 38.350 | 0.000 | 0.0 | 0.0 |
| 38.385 | 0.020 | 22.5 | 3.3 |
| 38.400 | 0.050 | 66.5 | 59.0 |
| 38.430 | 0.080 | 182.3 | 88.1 |
| 38.460 | 0.110 | 459.3 | 108.2 |
| 38.490 | 0.140 | 787.1 | 140.4 |
| 38.520 | 0.170 | 956.8 | 170.2 |
| 38.550 | 0.200 | 1233.9 | 204.5 |
Analyzing this data reveals a critical non-linear relationship. The stress increase is relatively mild for small interferences ($\Delta < 0.05$ mm) but becomes drastically steeper thereafter. A piecewise function can approximate this behavior:
$$
\sigma_{max} \approx \begin{cases}
k_1 \Delta, & \text{for } \Delta \leq 0.05 \text{ mm} \\
k_2 \Delta^2, & \text{for } 0.05 < \Delta \leq 0.08 \text{ mm} \\
k_3 \Delta^3, & \text{for } \Delta > 0.08 \text{ mm}
\end{cases}
$$
where $k_1, k_2, k_3$ are constants derived from curve fitting. This implies that minimizing interference is paramount for life extension, as fatigue life $N_f$ is inversely related to stress amplitude raised to a high power (e.g., following a Basquin’s law type relationship: $N_f \propto \sigma^{-m}$, where $m$ is a large exponent).
Conclusion: For a functional strain wave gear, a minimum interference $\Delta_{min}$ is required to ensure proper torque transmission and prevent slippage. However, once this minimum is assured, the assembly should be designed with the smallest possible $\Delta$ to minimize the mean stress on the flexspline, thereby exponentially increasing its fatigue life. The optimal operating window lies in the region where the stress-curve slope is lowest, typically immediately above $\Delta_{min}$.
3. A Holistic Fuzzy Comprehensive Evaluation Model
Optimizing just the interference fit is insufficient. The performance of a strain wave gear is multi-dimensional. To provide a framework for designers and end-users, I have developed a simplified Fuzzy Comprehensive Evaluation (FCE) model. This method quantitatively combines subjective expert opinion with objective performance data.
First, I define the factor set $U$, representing the key evaluation criteria:
$$ U = \{ u_1, u_2, u_3, u_4, u_5 \} = \{ \text{Stress Level}, \text{Transmission Accuracy}, \text{Backlash}, \text{Torque Capacity}, \text{Compactness} \} $$
Second, the evaluation set $V$ is established to grade each factor:
$$ V = \{ v_1, v_2, v_3, v_4 \} = \{ \text{Excellent}, \text{Good}, \text{Fair}, \text{Poor} \} $$
The core of the model is the fuzzy relation matrix $R$, which maps factors to evaluations. This matrix is populated through expert scoring or normalized test data. For instance, if 70% of experts rate the “Stress Level” of a specific strain wave gear design as “Good,” 20% as “Fair,” and 10% as “Poor,” the corresponding row in $R$ would be $[0.0, 0.7, 0.2, 0.1]$. A sample matrix might look like this:
| Factor (U) | Excellent | Good | Fair | Poor |
|---|---|---|---|---|
| Stress Level | 0.0 | 0.7 | 0.2 | 0.1 |
| Transmission Accuracy | 0.8 | 0.2 | 0.0 | 0.0 |
| Backlash | 0.6 | 0.3 | 0.1 | 0.0 |
| Torque Capacity | 0.1 | 0.6 | 0.3 | 0.0 |
| Compactness | 0.9 | 0.1 | 0.0 | 0.0 |
The final step involves applying a weight vector $A$ to reflect the relative importance of each factor. This weight is highly application-dependent. For a space manipulator, accuracy and compactness may be paramount, while for an industrial actuator, torque capacity and stress (life) might be prioritized.
$$ A = [a_1, a_2, a_3, a_4, a_5], \quad \text{where } \sum_{i=1}^{5} a_i = 1 $$
An example weight for a high-precision application could be $A = [0.25, 0.30, 0.20, 0.15, 0.10]$.
The comprehensive evaluation result $B$ is obtained through fuzzy synthesis:
$$ B = A \circ R $$
Using a weighted average operator for $\circ$, the result $B$ is a fuzzy vector over the evaluation set $V$. For the example above, the computation would yield a vector like $B = [0.46, 0.38, 0.13, 0.03]$, indicating a 46% membership to “Excellent,” 38% to “Good,” etc. This single vector provides a clear, quantifiable benchmark for comparing different strain wave gear designs or configurations.
4. System-Level Stiffness and Dynamic Considerations
The performance of a strain wave gear in a dynamic system, such as a robotic joint, cannot be evaluated in isolation. The assembly’s torsional stiffness and its interaction with system dynamics are critical. The torsional stiffness $K_t$ of the gear itself can be modeled as a combination of the flexspline’s shear stiffness and the stiffness from the tooth mesh. An approximate formula is:
$$ K_t \approx \frac{G J}{L} + n_m k_m r^2 $$
where $G$ is the shear modulus of the flexspline material, $J$ is its polar moment of inertia, $L$ is its effective length, $n_m$ is the number of simultaneously engaged tooth pairs, $k_m$ is the mesh stiffness per tooth pair, and $r$ is the pitch radius.
When integrated into a system driven by a servo motor with rotor inertia $J_m$ and connected through a coupling with stiffness $K_c$, the fundamental natural frequency $\omega_n$ of the drive train becomes a key metric to avoid resonance:
$$ \omega_n = \sqrt{ \frac{K_{eq}}{J_{eq}} } $$
Here, $K_{eq}$ is the equivalent series stiffness of the coupling and the strain wave gear ($1/K_{eq} = 1/K_c + 1/K_t$), and $J_{eq}$ is the equivalent inertia reflected to the motor side. Ensuring that the system’s operational frequency spectrum lies well below $\omega_n$ is essential for stable, high-precision control, preventing the excitation of structural modes that could amplify stress in the flexspline.
5. Advanced Manufacturing and Material Considerations
The theoretical optimization of the strain wave gear must be realized through precision manufacturing. The tolerance control on the flexspline wall thickness, the ellipticity profile of the wave generator, and the tooth profile geometry are all critical. Modern techniques like wire Electrical Discharge Machining (EDM) for the flexspline and superfinishing for the wave generator bearing races can significantly reduce stress concentrations and surface-initiated fatigue.
Furthermore, material science offers pathways for enhancement. While high-strength alloy steels like 35CrMnSiA are common, advanced materials such as maraging steels or titanium alloys can offer superior strength-to-weight ratios and fatigue resistance. Surface treatments, notably low-temperature gas nitriding or specialized coatings like Diamond-Like Carbon (DLC), can dramatically increase surface hardness and reduce friction in the tooth mesh, further extending the life of the strain wave gear assembly.
Thermal effects also become significant in high-duty-cycle or vacuum applications. Differential thermal expansion between the steel flexspline and an aluminum rigid spline can alter the interference fit and tooth engagement. My analysis incorporates thermal loads to model the performance of the strain wave gear across its operational temperature range, ensuring robustness under all specified conditions.
6. A Practical Framework for Design and Selection
To synthesize this knowledge into a practical tool, I propose a sequential design and evaluation framework:
Step 1: Requirement Definition. Specify the primary application requirements: torque $T$, speed $\omega$, reduction ratio $i$, life $L_{10}$ (in cycles), accuracy (arc-min), and envelope constraints.
Step 2: Preliminary Sizing. Use empirical formulas or manufacturer catalogs to select a nominal size of strain wave gear.
Step 3: Interference Optimization. Using FEA as described, perform a parametric study to find the minimum feasible interference $\Delta_{opt}$ that meets the torque transmission requirement without a safety factor exceeding the target stress limit derived from the required $L_{10}$ life using an S-N curve for the chosen material.
$$ \sigma_{allowed} = f(S-N_{curve}, L_{10}) $$
Ensure $\Delta_{opt}$ results in $\sigma_{max} < \sigma_{allowed}$.
Step 4: System Dynamic Check. Calculate the system’s equivalent stiffness and inertia to verify the natural frequency $\omega_n$ is sufficiently higher than the highest expected operational frequency or servo bandwidth.
Step 5: Comprehensive Evaluation. For the chosen design point, construct its fuzzy relation matrix $R$ based on calculated (stress, stiffness) and catalog (accuracy, backlash) data. Apply the weight vector $A$ relevant to the application to obtain the final score $B$. This score can be used to compare against alternative designs or to iterate for improvement.
Step 6: Prototype and Validation. Manufacture a prototype with the optimized $\Delta_{opt}$ and conduct life testing and dynamic performance measurement to validate the model predictions.
This systematic approach moves beyond isolated component analysis. It treats the strain wave gear as an integrated system whose performance is a function of mechanical design, material selection, manufacturing quality, and operational context. By leveraging finite element analysis for precise stress prediction, fuzzy logic for multi-criteria decision-making, and dynamic modeling for system integration, engineers can consistently design and select strain wave gear assemblies that deliver optimal balance between longevity, precision, and power density. The ultimate goal is to mitigate the historical weakness of flexspline fatigue, transforming the strain wave gear from a component with a known vulnerability into a reliably optimized cornerstone of advanced motion systems.
The methodologies outlined here, from the parametric FEA studies to the fuzzy evaluation matrices, are not merely academic exercises. They form a robust, practical engineering toolkit. For instance, the data from the interference fit study can be programmed into a custom MATLAB script that automatically generates the stress-interference characteristic curve for a new flexspline geometry, instantly highlighting the optimal assembly window. Similarly, the fuzzy evaluation model can be implemented in a spreadsheet, allowing users to adjust weight vectors in real-time to see how different application priorities (e.g., lifespan vs. torque density) affect the overall score of competing strain wave gear models from various suppliers. This fusion of deep analytical insight with accessible application tools empowers both designers and end-users to make informed, optimized decisions, pushing the performance boundaries of this remarkable transmission technology.