
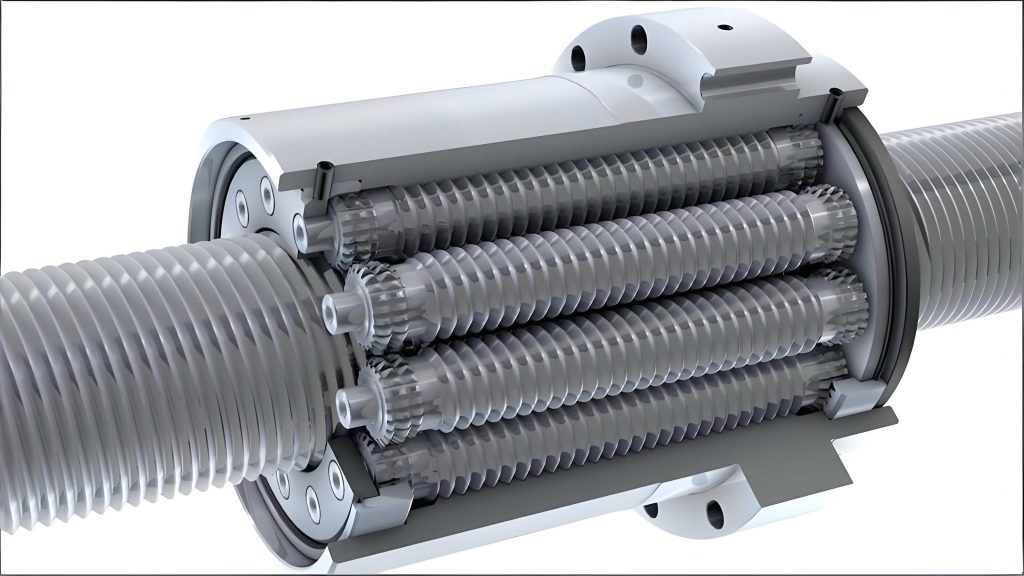
The planetary roller screw mechanism represents a sophisticated and highly efficient motion conversion device, transforming rotational input into precise linear output, or vice-versa, through the meshing engagement of threaded components. Its architecture, characterized by multiple load-sharing rollers, endows it with superior attributes such as high load capacity, exceptional stiffness, prolonged operational life, and remarkable resistance to shock loads. These qualities have cemented its role as a critical actuator in demanding fields including aerospace systems, advanced robotics, and high-precision machine tools. A specific variant, known as the inverted planetary roller screw mechanism, modifies the classical configuration by employing a rotating long nut as the input and a linearly translating screw as the output. This inversion often results in a screw with a shorter threaded engagement section, which is particularly advantageous in applications with stringent constraints on installation space or where a high thrust-to-weight ratio is paramount.
Despite the inherent advantages of load distribution across multiple rollers, a significant technical challenge persists within both standard and inverted planetary roller screw designs: the non-uniform distribution of load among the individual threads of the engaged teeth. During operation, the first few threads adjacent to the load application point typically bear a disproportionately high share of the total force. This phenomenon leads to localized stress concentrations that can drastically accelerate fatigue wear, pitting, and ultimately, premature failure of the mechanism. Therefore, optimizing the load distribution profile is a fundamental objective for enhancing the reliability, durability, and performance envelope of the planetary roller screw.
This article conducts a comprehensive investigation into the load distribution characteristics of an inverted planetary roller screw mechanism. Leveraging detailed finite element analysis, we analyze the inherent uneven loading and subsequently propose and evaluate two distinct thread modification strategies aimed at homogenizing the contact forces. The primary objective is to demonstrate how controlled geometrical alterations to the threads can effectively compensate for elastic deformations under load, thereby promoting a more uniform stress state and extending the service life of the mechanism.
Theoretical Foundation: Contact Mechanics and Load Distribution
The core functionality of a planetary roller screw mechanism relies on point contacts between convex thread surfaces. The contact between the screw and roller, and between the nut and roller, can be analytically described using Hertzian contact theory for elastic bodies. The contact force, acting normal to the curved surface at the point of contact, is vectorially decomposed into three directional components: axial, tangential (related to driving torque), and radial. The relationships are derived from the thread geometry. The normal contact force is denoted as $F_n$. Its components can be expressed as:
$$F_a = F_n \cos \phi \cos \alpha$$
$$F_t = F_n \cos \phi \sin \alpha$$
$$F_r = F_n \sin \phi$$
where $F_a$ is the axial force component, $F_t$ is the tangential force component, $F_r$ is the radial force component, $\alpha$ is the thread helix angle, and $\phi$ is the normal pressure angle (thread profile angle in the normal plane). The maximum contact pressure $p_0$ at the center of the Hertzian contact ellipse for a point contact is given by:
$$p_0 = \\frac{3F_n}{2\pi a b}$$
Here, $a$ and $b$ are the semi-major and semi-minor axes of the contact ellipse, whose dimensions depend on the principal curvatures of the contacting bodies and the material properties (Young’s modulus $E$ and Poisson’s ratio $\nu$). The contact stress is critically important as it directly governs the onset of subsurface fatigue. The fundamental problem in an unmodified planetary roller screw is that $F_n$ is not constant across all engaged threads; it is highest at the first active thread and decays along the engagement length due to the cumulative axial compliance of the screw, nut, and roller components. This leads to a corresponding peak in $p_0$ at these locations.
Finite Element Modeling of the Inverted Planetary Roller Screw Mechanism
To accurately capture the complex, three-dimensional, statically indeterminate load sharing in the planetary roller screw assembly, a detailed finite element model was developed. Given the periodicity of the system with multiple identical rollers, the analysis was strategically simplified by modeling one representative sector encompassing one roller in full engagement with the screw and the long nut. This approach significantly reduces computational cost while preserving the essential physics of the problem. The model focuses exclusively on the threaded engagement regions, excluding non-participating flank sections.
The materials for the screw, rollers, and nut were defined as GCr15 bearing steel, with standard properties: density $\rho = 7810 \text{ kg/m}^3$, Young’s modulus $E = 212 \text{ GPa}$, and Poisson’s ratio $\nu = 0.29$. A fine, hex-dominant mesh was generated, with substantial refinement in the anticipated contact zones to ensure resolution of the high stress gradients. Contact pairs between the screw-roller and nut-roller interfaces were established using a surface-to-surface formulation with a friction coefficient of $\mu = 0.15$. The interfaces were treated as “adjusted to touch” to account for initial assembly clearance.
Boundary conditions were applied to simulate the operational state of the inverted planetary roller screw mechanism. The long nut was fixed in all degrees of freedom at one end face. The screw was constrained to allow only axial translation. A symmetry boundary condition was applied on the sector faces of all components. Finally, an axial compressive load of $F_{applied} = 5000 \text{ N}$ was applied to the free end of the screw. The analysis solved for the static structural response, extracting the contact forces on each individual thread of the roller, from both the screw and nut sides. The validity of the modeling approach was confirmed by comparing the calculated load distribution non-uniformity factor (the ratio of individual thread load to the average thread load) against established literature data for a planetary roller screw, showing excellent agreement for both the screw-roller and nut-roller interfaces.
Thread Modification Strategies for Load Distribution Optimization
The finite element analysis of the unmodified inverted planetary roller screw mechanism confirmed the expected severe load concentration. To mitigate this, two proactive geometrical modification strategies were designed and analyzed. The goal of each is to introduce a controlled, pre-determined mismatch in the unloaded state that, once the system is elastically deformed under operational load, results in a more simultaneous engagement of all threads.
Method 1: Roller Thread Profile Modification (Linear Crowning)
This method modifies the roller, the central floating element in the planetary roller screw. The principle is to linearly vary the thickness of the thread tooth along its axis of engagement. On the screw-roller contact side, the semi-tooth thickness is progressively increased from the free end towards the loaded end of the roller. Conversely, on the nut-roller contact side, the semi-tooth thickness is progressively decreased from the free end towards the fixed end of the nut. This is equivalent to applying a linear crown or taper to the roller thread flanks.
In the unloaded state, this creates a wedge-shaped gap between the roller threads and the threads of the screw and nut. Under an applied axial load, the screw and nut axially compress relative to the roller. The deliberately introduced gap closes progressively, starting from the threads with the smallest initial gap (i.e., the threads farthest from the main load path). As deformation increases, more threads come into contact, effectively compensating for the cumulative elastic deflection and promoting a more uniform load distribution. The key parameter is the maximum modification amount ($\delta_{roller}$), defined as the total difference in semi-tooth thickness between the two ends of the engagement zone on one side.
Method 2: Screw Thread Height Modification (Tapered Engagement)
This method targets the screw of the planetary roller screw. Given that the screw-roller interface often exhibits more severe load non-uniformity and the screw’s axial compliance is significant, this approach involves machining the screw’s threaded section with a slight linear taper. The tooth height is linearly reduced over the engaged length, creating a conical engagement zone rather than a cylindrical one.
The underlying principle is that the reduced thread height at one end lowers the local bending stiffness of the screw teeth, making them more compliant. When load is applied, these more compliant teeth deform more easily, allowing load to be transferred to the stiffer, taller teeth further along the engagement. The modification amount ($\delta_{screw}$) is defined as the maximum reduction in the thread tooth height from its nominal value.
Analysis of Modification Results and Performance Comparison
The performance of each modification strategy was evaluated by running a series of finite element simulations with varying modification amounts. The critical output metrics were: the maximum load on any single thread ($F_{max}$), the minimum thread load ($F_{min}$), the standard deviation of the thread loads ($S_F$) as a measure of uniformity (where a lower $S_F$ is better), and the maximum contact stress ($\sigma_{c,max}$).
Results for Roller Thread Modification (Method 1)
The analysis was conducted separately for the two sides of the planetary roller screw.
Screw-Roller Interface: As the modification amount $\delta_{roller}$ increased from 0 to 0.016 mm, the load distribution evolved significantly. An optimal range was identified. The results for key metrics are summarized below:
| Modification $\delta_{roller}$ (mm) | Max Load $F_{max}$ (N) | Min Load $F_{min}$ (N) | Std. Deviation $S_F$ (N) | Max Stress $\sigma_{c,max}$ (MPa) |
|---|---|---|---|---|
| 0.000 | 631 | 439 | 59.6 | 2420.6 |
| 0.002 | 597 | 458 | 42.8 | 2438.8 |
| 0.006 | 543 | 480 | 21.7 | 2303.3 |
| 0.010 | 593 | 458 | 38.0 | 2339.8 |
| 0.016 | 678 | 406 | 85.3 | 2523.3 |
The data clearly shows that a modification of $\delta_{roller} = 0.006$ mm yields the most uniform load distribution (lowest $S_F$). At this optimum, the maximum load is reduced by approximately 14% (from 631 N to 543 N), and crucially, the maximum contact stress is also minimized. Excessive modification ($\delta_{roller} > 0.010$ mm) causes the load to shift excessively to the opposite end, reintucing non-uniformity and increasing peak stress.
Nut-Roller Interface: A similar trend was observed, but the system responded to smaller modification amounts, indicating higher sensitivity due to the greater structural stiffness of the long nut compared to the screw.
| Modification $\delta_{roller}$ (mm) | Max Load $F_{max}$ (N) | Min Load $F_{min}$ (N) | Std. Deviation $S_F$ (N) | Max Stress $\sigma_{c,max}$ (MPa) |
|---|---|---|---|---|
| 0.000 | 576 | 468 | 31.9 | 2047.1 |
| 0.004 | 545 | 482 | 18.4 | 2002.5 |
| 0.008 | 604 | 455 | 46.0 | 2105.4 |
| 0.012 | 664 | 408 | 79.3 | 2201.9 |
The optimal modification for the nut side was $\delta_{roller} = 0.004$ mm, achieving a 5.4% reduction in max load and a 2.2% reduction in max contact stress, with the best uniformity. This confirms that the stiffer nut-roller interface requires less compensation.
Results for Screw Thread Modification (Method 2)
Modifying the screw thread height showed a different behavioral pattern. For small modification amounts ($\delta_{screw} < 0.025$ mm), the effect on load distribution was minimal. Beyond this threshold, the distribution changed more dramatically.
| Modification $\delta_{screw}$ (mm) | Max Load $F_{max}$ (N) | Min Load $F_{min}$ (N) | Std. Deviation $S_F$ (N) | Max Stress $\sigma_{c,max}$ (MPa) |
|---|---|---|---|---|
| 0.000 | 631 | 439 | 62.9 | 2420.6 |
| 0.015 | 620 | 436 | 59.6 | 3505.6 |
| 0.025 | 593 | 453 | 46.5 | 3632.0 |
| 0.035 | 463 | 474 | 14.2 | 4121.5 |
| 0.040 | 517 | 474 | 15.1 | 4715.3 |
While a significant improvement in load uniformity (low $S_F$) and a reduction in $F_{max}$ can be achieved at $\delta_{screw} = 0.035$ mm, this comes at a severe cost: a dramatic and unacceptable increase in the maximum contact stress (over 70% higher than the unmodified case). This is because reducing the thread height sharply increases the contact pressure for a given load, as the contact area is reduced. The high and escalating stress poses a serious risk for surface fatigue failure.
Discussion and Comparative Assessment
The investigation into load distribution optimization for the inverted planetary roller screw mechanism reveals clear distinctions between the two modification strategies. The core challenge in optimizing a planetary roller screw lies in achieving load uniformity without triggering other failure modes, primarily excessive contact stress.
Effectiveness and Mechanism: Roller thread modification (Method 1) operates by creating a controlled, progressive engagement that directly counteracts the system’s elastic deflection. It successfully lowers both the maximum thread load and, when optimally tuned, the maximum contact stress. It addresses both sides of the roller independently, allowing for a balanced design. In contrast, screw thread modification (Method 2) works by making specific threads more compliant. While it can improve load sharing, it does so by sacrificing the geometry of the load-bearing surface, leading to a fundamental and sharp rise in Hertzian contact pressure that outweighs the benefits of better load distribution.
Sensitivity and Robustness: The analysis shows that the optimal modification amount for the roller is small (0.004-0.006 mm) and lies within a definable range. Exceeding this range degrades performance predictably. The nut side is more sensitive due to higher stiffness. The screw modification method has a threshold before becoming effective, and its optimal point is compromised by dangerously high stress.
Practical Implications for Planetary Roller Screw Design: For engineers seeking to enhance the performance and longevity of a planetary roller screw, roller thread crowning (Method 1) emerges as the superior and more practical solution. It offers a holistic improvement—reducing peak load, improving uniformity, and controlling peak contact stress. The modification is applied to the roller, a smaller and potentially easier component to machine with precision. Method 2, while conceptually valid for redistributing load, introduces an unacceptable trade-off by elevating contact stress to potentially destructive levels, making it unsuitable for high-performance, high-cycle life applications of the planetary roller screw.
Conclusion
This study has systematically explored the problem of non-uniform load distribution in an inverted planetary roller screw mechanism and demonstrated the efficacy of thread modification as a solution. Through detailed finite element modeling, the severe load concentration on leading threads was quantified. Two modification strategies were proposed and analyzed: linear crowning of the roller threads and tapering of the screw thread height.
The results conclusively show that a controlled, axial linear crowning of the roller threads is a highly effective method for optimizing load distribution in a planetary roller screw. An optimal modification amount, on the order of several micrometers (0.004-0.006 mm for the screw-side, 0.004 mm for the nut-side), can simultaneously reduce the maximum thread load, improve load uniformity, and lower the maximum contact stress. This tripartite improvement directly translates to reduced risk of fatigue failure, less wear, and an extended operational lifespan for the mechanism.
The alternative method of modifying the screw thread height, while capable of improving load sharing, was found to be fundamentally flawed for this application due to its inherent tendency to drastically increase localized Hertzian contact stress, creating a new and more severe failure risk. Therefore, for the purpose of enhancing the load distribution and overall reliability of planetary roller screw mechanisms, precision crowning of the roller threads is recommended as the preferred engineering approach. Future work could explore non-linear modification profiles or the combined effects of modifications on dynamic performance and efficiency.