
In my extensive experience with industrial machinery maintenance, particularly in power generation facilities, I have encountered numerous drive systems. Among them, the cycloidal drive, also known as a cycloidal speed reducer or cycloidal gearbox, stands out for its unique mechanism and reliability. This device is a cornerstone in applications requiring high torque, compact size, and precise motion control. The core of its operation lies in the meshing of a cycloidal disc with a set of stationary pins, creating a highly efficient speed reduction through a principle called hypotrochoidal motion. Throughout this article, I will delve into the intricacies of the cycloidal drive, sharing insights gleaned from hands-on work, and utilizing formulas and tables to encapsulate key concepts. The term ‘cycloidal drive’ will be reiterated to emphasize its centrality to our discussion.
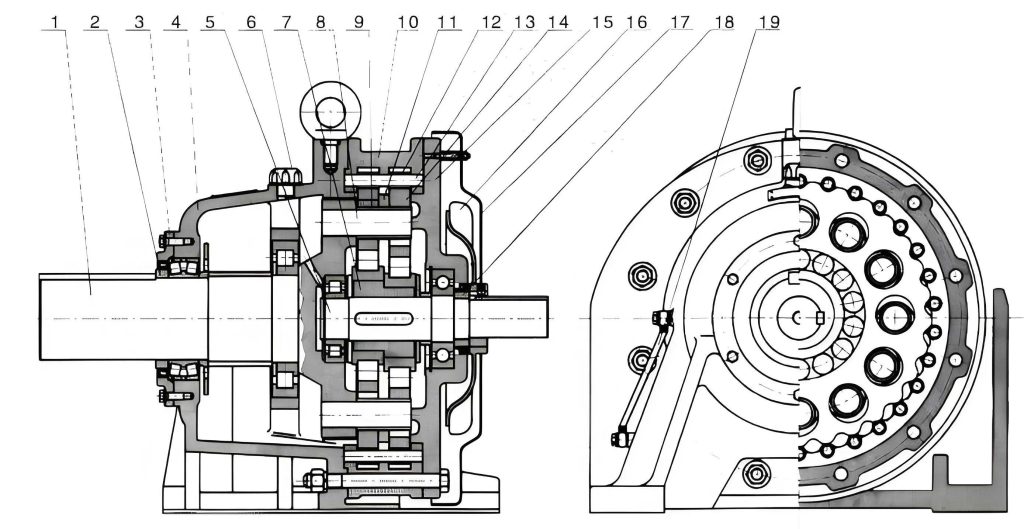
The fundamental appeal of the cycloidal drive is its ability to achieve high reduction ratios in a single stage, often ranging from 10:1 to over 100:1. This is made possible by its distinctive design. A typical cycloidal drive consists of an input shaft with an eccentric cam, one or two cycloidal discs (often called lobed wheels or摆线轮), a ring of stationary pin gears (the针齿轮), and an output mechanism usually comprising rollers or pins in holes on the cycloidal disc. As the input shaft rotates, the eccentric motion is imparted to the cycloidal disc, causing it to wobble or ‘cycloidally’ rotate. The disc’s lobes engage with the stationary pins, forcing a slow reverse rotation of the disc itself. This slow rotation is then extracted as output via the output pins. The kinematic relationship can be described mathematically. Let the number of lobes on the cycloidal disc be \( Z_c \) and the number of stationary pins be \( Z_p \). For proper operation, \( Z_p – Z_c = 1 \) (or sometimes 2 for double-disc designs to balance forces). The reduction ratio \( i \) is given by:
$$ i = -\frac{Z_p}{Z_p – Z_c} $$
Since \( Z_p – Z_c = 1 \), this simplifies to \( i = -Z_p \). The negative sign indicates the direction reversal between input and the cycloidal disc’s rotation. However, the output mechanism typically corrects this, yielding a final positive reduction ratio equal to \( Z_p \). This elegant formula is the heart of the cycloidal drive’s high-ratio capability. For instance, if a cycloidal drive has 40 stationary pins (\( Z_p = 40 \)) and a cycloidal disc with 39 lobes (\( Z_c = 39 \)), the theoretical reduction ratio is 40:1. The following table summarizes common configurations and their resulting ratios:
| Number of Stationary Pins (\(Z_p\)) | Number of Cycloidal Disc Lobes (\(Z_c\)) | Difference (\(Z_p – Z_c\)) | Theoretical Reduction Ratio (\(i\)) |
|---|---|---|---|
| 20 | 19 | 1 | 20:1 |
| 40 | 39 | 1 | 40:1 |
| 60 | 59 | 1 | 60:1 |
| 80 | 79 | 1 | 80:1 |
The actual design involves more nuances. The shape of the cycloidal disc lobe is generated by a hypotrochoid curve. The parametric equations for a hypotrochoid are:
$$ x(\theta) = (R – r) \cos \theta + d \cos\left(\frac{R – r}{r} \theta\right) $$
$$ y(\theta) = (R – r) \sin \theta – d \sin\left(\frac{R – r}{r} \theta\right) $$
Where \( R \) is the radius of the fixed pin circle, \( r \) is the rolling circle radius (related to the eccentricity), and \( d \) is the distance from the center of the rolling circle to the point generating the curve. In a cycloidal drive, this curve is modified to ensure conjugate action with the circular pins, leading to a profile that provides continuous contact and minimal backlash. This mathematical foundation is what gives the cycloidal drive its smooth operation and high tooth contact ratio—often all lobes are in contact simultaneously, distributing load and enhancing durability.
Having worked on electrostatic precipitators in thermal power plants, I can attest to the critical role of the cycloidal drive. These drives are the workhorses for振打 systems and ash handling mechanisms. Their ability to provide high torque at low speeds is perfect for the intermittent, high-impact loading of rapper hammers. The compact design allows them to fit into the often-crowded spaces within the precipitator casing. Over years of service, however, components wear out. The eccentric bearings supporting the cycloidal discs, the cycloidal discs themselves, the pin gears, and the output roller pins are all subject to wear. My approach to maintenance has evolved to prioritize understanding the kinematics, as this informs every diagnostic and repair procedure.
Let’s explore the force transmission within a cycloidal drive. The torque relationship between input and output is fundamental. Assuming an ideal, lossless system, the output torque \( T_{out} \) is related to the input torque \( T_{in} \) by the reduction ratio \( i \) and the mechanical efficiency \( \eta \):
$$ T_{out} = \eta \cdot i \cdot T_{in} $$
The efficiency \( \eta \) of a well-maintained cycloidal drive can be remarkably high, often exceeding 90%. This efficiency stems from the rolling contact between the cycloidal disc lobes and the pin gears (often via needle roller bearings on the pins) and between the output rollers and their housing. The following table provides typical efficiency ranges for single-stage cycloidal drives under various load conditions:
| Load Condition (% of Rated Torque) | Typical Mechanical Efficiency (η) |
|---|---|
| 25% | 88% – 92% |
| 50% | 90% – 94% |
| 75% | 91% – 95% |
| 100% | 90% – 93% |
| 125% (Overload) | 85% – 90% |
In practical terms, when I am tasked with selecting or verifying a cycloidal drive for a specific application, I calculate the required output torque based on the load, then use the inverse of the above formula to determine the necessary input motor torque, always factoring in a service factor for shock loads common in振打 systems. For an ash conveyor requiring 500 Nm of torque at 15 RPM, with a cycloidal drive of ratio 59:1 and estimated efficiency of 92%, the input torque required from the motor would be:
$$ T_{in} = \frac{T_{out}}{\eta \cdot i} = \frac{500 \, \text{Nm}}{0.92 \times 59} \approx 9.21 \, \text{Nm} $$
This input torque, combined with the desired output speed, dictates the motor power rating. The interdependence of these parameters is why a deep understanding of the cycloidal drive’s performance characteristics is non-negotiable for effective system design and troubleshooting.
The internal geometry also affects the dynamic characteristics. The eccentricity \( e \)—the offset of the cam—is a critical design parameter. It relates to the radii involved in the hypotrochoid generation. If \( R_p \) is the pitch radius of the pin circle and \( R_c \) is the pitch radius of the cycloidal disc (a theoretical circle related to its lobe generation), the eccentricity is often approximately \( e = \frac{R_p – R_c}{Z_p} \). This small eccentricity, typically a few millimeters, is what converts the high-speed rotation of the input into the wobbling motion. The magnitude of this wobble influences the size of the rolling elements in the bearings and the overall compactness of the unit. From a maintenance perspective, monitoring the wear on the eccentric bearing is paramount, as increased clearance here directly translates into lost motion, vibration, and eventual failure.
My personal methodology for overhauling a cycloidal drive, especially when dealing with eccentric bearing replacement, has been refined through trial and error. The conventional method of installing the eccentric bearing and the cycloidal disc separately is fraught with difficulty, particularly in aligning the bearing’s inner race with the eccentric cam while simultaneously engaging the cycloidal disc’s lobes with the pins. I developed a technique where the cycloidal disc and the eccentric bearing are assembled as a single sub-unit before installation onto the input shaft. This approach, which I call the “integrated assembly method,” significantly reduces the risk of misalignment and damage during the pressing or fitting process. The procedure can be outlined in a step-by-step table:
| Step | Procedure for Integrated Assembly | Key Considerations & Formulas |
|---|---|---|
| 1. Preparation | Clean all components: input shaft, cycloidal discs (ensure they are a matched pair), eccentric bearing, shims, housing. Verify bearing specification matches OEM requirements. | Check bearing part number. Measure eccentricity \( e \) of the cam for reference. |
| 2. Sub-unit Assembly | Off the shaft, carefully press the eccentric bearing onto the cycloidal disc’s inner bore. Use an arbor press with proper fixtures to ensure the bearing is seated square and fully. Apply suitable lubricant. | Force required \( F \) can be estimated if interference fit is known: \( F = \pi \cdot d \cdot L \cdot p \cdot \mu \), where \( d \) is shaft diameter, \( L \) is engagement length, \( p \) is contact pressure, \( \mu \) is friction coefficient. |
| 3. First Disc Installation | Place the required shim(s) on the input shaft’s cam. Slide the assembled sub-unit (bearing + first cycloidal disc) onto the cam. The bearing should slide on easily as it’s already aligned with the disc. Tap gently with a soft mallet if needed. | Ensure the marked side of the cycloidal disc (usually denoted by stamping) faces outward, away from the motor. This is crucial for phasing the two discs. |
| 4. Spacer Ring | Install the spacer ring (if applicable) over the cam, against the first bearing. | Spacer thickness is critical for axial play adjustment. It can be calculated based on bearing preload requirements. |
| 5. Second Disc Installation | Assemble the second eccentric bearing onto the second cycloidal disc. Then, rotate this second disc 180° relative to the first disc’s lobe phase. Slide this second sub-unit onto the cam. | The phase shift ensures force balance. The angular offset \( \phi \) between disc lobes is \( \phi = \frac{180^\circ}{Z_c} \) (for two discs). Manual rotation of the input shaft may help lobes align with pins during final housing assembly. |
| 6. Final Assembly | Place the final shim and the output mechanism (roller pin housing) over the discs. Secure the housing bolts in a cross pattern to specified torque. | Final reduction ratio verification: manually rotate input; output should rotate smoothly with ratio \( i = Z_p \). Backlash check: \( B \approx \frac{\text{angular play at output}}{i} \). |
This integrated method has proven invaluable, especially when dealing with the high number of cycloidal drives in a facility. The traditional struggle of trying to align the bearing race while fighting the resistance of the cycloidal disc meshing with the pins is eliminated. The bearing and disc move as one, preserving their precise relative alignment. It’s a testament to how practical field experience can lead to optimizations that aren’t always found in standard manuals.
Beyond maintenance, the application spectrum of the cycloidal drive is vast. In robotics, these drives are prized for their high torque density and zero-backlash designs (achievable with precise manufacturing and preload). In aerospace actuation systems, their reliability under high load in compact envelopes is critical. In material handling, from conveyor drives to mixer agitators, the cycloidal drive provides the brute force needed. Each application imposes unique demands on the drive’s design. For instance, in a robotic joint, the moment of inertia reflected to the motor is a key concern. The inertia \( J_{ref} \) reflected from the output load to the input motor shaft through a cycloidal drive is reduced by the square of the reduction ratio:
$$ J_{ref} = \frac{J_{load}}{i^2} + J_{rotor} + J_{drive\_internal} $$
Where \( J_{load} \) is the load inertia at the output, \( J_{rotor} \) is the motor rotor inertia, and \( J_{drive\_internal} \) is the inertia of the rotating parts within the cycloidal drive itself (e.g., the eccentric cam and discs). This drastic reduction allows for faster acceleration and deceleration of the load with a smaller motor, a principle extensively leveraged in servo-driven systems. The following table contrasts key performance metrics of cycloidal drives with other common reducer types like planetary and harmonic drives:
| Reducer Type | Typical Single-Stage Ratio Range | Torque Density | Torsional Stiffness | Backlash (Standard) | Efficiency |
|---|---|---|---|---|---|
| Cycloidal Drive | 10:1 to 119:1 | Very High | High | Low to Medium (can be near-zero) | High (90-95%) |
| Planetary Gear | 3:1 to 10:1 | High | Very High | Low | High (95-98%) |
| Harmonic Drive | 50:1 to 160:1 | High | High | Near-zero | Medium (80-90%) |
| Worm Gear | 5:1 to 100:1 | Medium | Medium | High | Low (50-90%) |
The data in this table is based on my observations and manufacturer catalogs. The cycloidal drive consistently offers an excellent balance, especially for applications where high ratio and high torque density are required simultaneously, and where robustness against shock loads is a must—exactly the conditions in power plant辅机 like electrostatic precipitators.
Failure analysis is another area where a systematic approach pays dividends. When a cycloidal drive fails, it’s rarely sudden without warning. Common symptoms include increased noise (a knocking or grinding sound), excessive vibration, overheating of the housing, and a perceptible increase in backlash or rotational play. The root causes often map to specific components. For example, pitting or spalling on the eccentric bearing races points to fatigue due to overloading or insufficient lubrication. Wear on the lobes of the cycloidal disc or on the pin gears indicates abrasive contamination or lack of lubrication. Scoring on the output roller pins suggests misalignment or overload. I often use a diagnostic flowchart that starts with simple checks like lubrication level and contamination, proceeds to disassembly and visual inspection, and correlates findings with operational history. The wear pattern on the cycloidal disc lobes can be particularly telling; uniform wear across all lobes suggests normal aging, while localized wear indicates misalignment or an issue with the pin circle concentricity.
The lubrication regime for a cycloidal drive is vital. Most are designed for grease lubrication, often with a specific NLGI grade and EP (Extreme Pressure) additives. The regreasing interval depends on operating temperature, speed, and load. A general formula for estimating grease life \( L \) in hours, based on the Arrhenius-type relationship for temperature and a load factor, is often used as a guideline:
$$ L = L_0 \cdot \exp\left(-\frac{E_a}{R} \left(\frac{1}{T} – \frac{1}{T_0}\right)\right) \cdot \left(\frac{C}{P}\right)^a $$
Where \( L_0 \) is the baseline life at reference temperature \( T_0 \) (in Kelvin), \( E_a \) is the activation energy for grease degradation, \( R \) is the gas constant, \( T \) is the operating temperature, \( C \) is the dynamic load rating of the bearing, \( P \) is the equivalent dynamic load, and \( a \) is an exponent (often around 3 for rolling bearings). While this is a simplified model, it underscores the dramatic impact of temperature and load on maintenance intervals. In the dusty environment of an electrostatic precipitator, I always recommend using seals with higher protective ratings and potentially more frequent lubrication checks to prevent abrasive ingress, which is a silent killer of the precise surfaces inside a cycloidal drive.
Looking forward, the evolution of the cycloidal drive continues. Advanced materials like case-hardened and ground alloys, along with coatings such as DLC (Diamond-Like Carbon), are pushing the boundaries of wear resistance and efficiency. Computational tools like Finite Element Analysis (FEA) allow for optimized lobe profiles that reduce stress concentrations and improve load distribution. The integration of sensors for condition monitoring—vibration, temperature, and even acoustic emission—is transforming the cycloidal drive from a simple mechanical component into a smart, connected asset. In my vision for the future, predictive maintenance for cycloidal drives will be the norm, with algorithms analyzing real-time data to forecast bearing failure or lobe wear long before it causes unscheduled downtime.
In conclusion, the cycloidal drive is a masterpiece of mechanical design, embodying principles of kinematics, contact mechanics, and material science. Its versatility and robustness make it indispensable across heavy industry and precision robotics alike. Through my hands-on work, I have come to appreciate not just its functional brilliance but also the importance of meticulous maintenance practices tailored to its unique geometry. The integrated assembly method for bearings, the careful calculation of loads and intervals, and the systematic diagnosis of wear patterns are all part of ensuring the long, reliable service life that the cycloidal drive is capable of delivering. As technology advances, the core principles of the cycloidal drive will undoubtedly remain relevant, even as its implementations become smarter and more integrated into the automated systems of tomorrow. The journey of understanding and mastering the cycloidal drive is a continuous one, filled with both challenges and the profound satisfaction that comes from keeping critical machinery in motion.