
In the field of precision engineering, strain wave gears, also known as harmonic drives, are critical components for applications requiring high transmission ratios, compact design, and minimal backlash. These gears are widely used in aerospace, robotics, optical systems, and medical devices due to their superior performance. However, in practical applications, especially under small torque loads, the overall output torsional stiffness of precision strain wave gears often falls below nominal values, leading to issues such as reduced positional accuracy and vibrational instabilities. This discrepancy has prompted extensive investigation into the mechanical behavior of strain wave gears, particularly focusing on stiffness characteristics. In this study, we address this problem by designing and implementing a specialized test system to measure the torsional stiffness at the output shaft of a precision strain wave gear. Our goal is to determine whether the output shaft’s stiffness contributes to the observed overall stiffness deficiency, thereby guiding improvements in gear design and application.
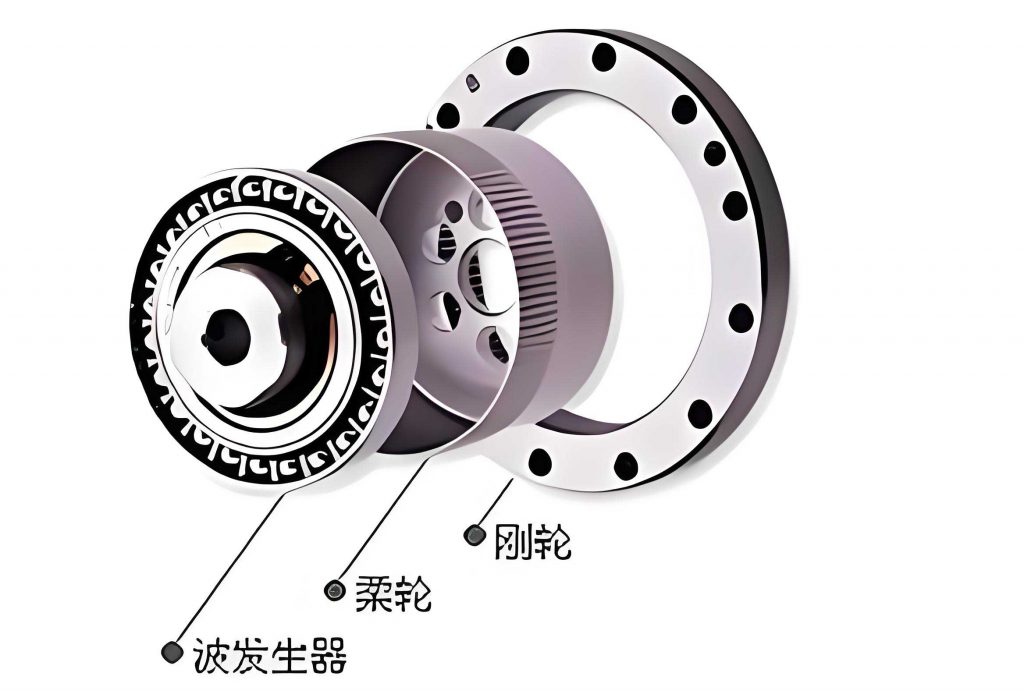
The strain wave gear operates on a unique principle involving three main components: the wave generator, the flexspline (or柔轮), and the circular spline (or刚轮). The flexspline is a flexible cylindrical component with external teeth, while the circular spline is a rigid ring with internal teeth. The wave generator, typically an elliptical cam, is inserted into the flexspline, causing it to deform into an elliptical shape. This deformation enables meshing between the flexspline and circular spline at two opposing regions. As the wave generator rotates, the meshing points move, resulting in a relative motion between the flexspline and circular spline. The gear reduction ratio is determined by the difference in tooth counts between the flexspline and circular spline, given by the formula: $$i = \frac{N_c}{N_c – N_f}$$ where \(N_c\) is the number of teeth on the circular spline and \(N_f\) is the number of teeth on the flexspline. This mechanism allows for high reduction ratios in a compact package, but it also introduces complex stiffness behaviors due to the elastic deformation of the flexspline.
Torsional stiffness is a key parameter defining the resistance of a mechanical system to angular deformation under applied torque. For strain wave gears, stiffness is typically categorized into input shaft torsional stiffness (\(K_{in}\)) and output shaft torsional stiffness (\(K_{out}\)). Theoretically, these are related by the square of the transmission ratio: $$K_{out} = i^2 \times K_{in}$$ However, this relationship often fails under small torque conditions, where non-linear effects such as friction, backlash, and material hysteresis become significant. Previous research has primarily focused on measuring input shaft stiffness by fixing the output shaft and applying torque to the input, but this approach may not accurately reflect the output behavior in real-world applications. In our experience, the overall output stiffness of strain wave gears in small-load scenarios can be substantially lower than expected, affecting system dynamics. For instance, vibration tests have revealed natural frequencies in the range of 1.4 to 2 Hz, corresponding to torsional stiffness values far below the manufacturer’s specifications. This inconsistency motivated us to develop a direct measurement system for output shaft torsional stiffness, aiming to isolate and evaluate its contribution to the overall stiffness.
The measurement of torsional stiffness involves applying a controlled torque to the output shaft while measuring the resulting angular displacement. For precision strain wave gears, the angular displacements are often minute, on the order of arcseconds, necessitating high-resolution measurement techniques. In our system, we employ the principle of a force couple to apply pure torque without inducing lateral forces or moments that could compromise accuracy. A force couple consists of two parallel forces of equal magnitude but opposite direction, separated by a distance \(d\). The torque \(M\) produced is given by: $$M = F \times d$$ where \(F\) is the force magnitude and \(d\) is the perpendicular distance between the forces. By using a torque plate with a known diameter, we can apply bidirectional gradual torque through calibrated weights, ensuring symmetric loading to minimize errors from friction and alignment issues.
To measure the small angular rotations of the output shaft, we utilize an optical autocollimator, a precision instrument based on the principle of optical self-collimation. In this method, a light source projects a crosshair or reticle onto a reflector attached to the rotating shaft. If the reflector is perfectly perpendicular to the optical axis, the reflected image coincides with the source. When the shaft rotates by a small angle \(\alpha\), the reflector tilts, causing the reflected image to shift by a distance \(s\) on the detector. For small angles, the relationship is linear: $$\alpha = \frac{s}{2f}$$ where \(f\) is the focal length of the autocollimator’s objective lens. This allows for angular measurements with resolutions as fine as 0.5 arcseconds, suitable for characterizing the subtle deformations in strain wave gears under low torque. In our setup, we use a right-angle prism as the reflector, mounted directly on the torque plate to ensure precise alignment and minimal parasitic motions.
The test system is designed to evaluate the output shaft torsional stiffness of a precision strain wave gear across multiple working positions. The gear is mounted with its input shaft fixed to a rigid base, simulating typical operational conditions. The output shaft is connected to a torque plate of diameter \(d = 30\, \text{cm}\), which serves as the application point for the force couple. Four weight pans are attached via pulleys to the torque plate, allowing for bidirectional torque application. The pulley system is optimized to reduce friction, with rolling bearings ensuring smooth operation. To compensate for asymmetries, the weights of the pans and cables are balanced using an electronic balance with a resolution of 0.1 g. The core components of the system include:
- A precision strain wave gear with a known transmission ratio (e.g., 100:1).
- A torque plate with mounting fixtures for the gear and reflector.
- An optical autocollimator (e.g., Nikon 6B) with 0.5 arcsecond accuracy.
- A right-angle prism reflector attached to the torque plate.
- Calibrated weights ranging from 100 g to 1500 g.
- An electronic balance for weight verification.
- Data acquisition via a camera and PC software for recording angular readings.
The assembly process involves securing the circular spline to the base, installing the wave generator and flexspline, and attaching the torque plate to the flexspline output. All connections are tightened to ensure rigidity and repeatability. The system is calibrated by applying zero torque and setting the autocollimator to a reference zero angle, accounting for any initial misalignment.
The testing procedure follows a systematic protocol to measure torsional stiffness under varying torque conditions. For each working position of the strain wave gear (defined by the angular orientation of the flexspline relative to the circular spline), we perform a bidirectional torque sweep. Starting from a zero-torque state, we add weights incrementally to the forward weight pans to apply positive torque up to a maximum of 79.2 N·m, based on the torque plate diameter and force calculations. After stabilizing, we record the angular displacement using the autocollimator. Then, we sequentially remove weights to reduce torque back to zero, recording angles at each step. Next, we apply negative torque by adding weights to the reverse pans, following the same incremental process up to -79.2 N·m, and then remove them. Finally, we reapply positive torque to complete a full cycle. This approach yields four torque-angular displacement curves: forward increasing, forward decreasing, reverse increasing, and reverse decreasing. The flexspline is then rotated by 60° to a new working position, and the process is repeated. In total, we test six positions (0°, 60°, 120°, 180°, 240°, 300°) to account for potential variations due to gear meshing alignment.
The torsional stiffness \(K\) is calculated from the torque-angular displacement data as the derivative of torque with respect to angle: $$K = \frac{dT}{d\phi}$$ where \(T\) is the applied torque in N·m and \(\phi\) is the angular displacement in radians. Since our measurements yield angles in arcseconds, we convert using the relation: $$\phi_{\text{rad}} = \alpha_{\text{arcsec}} \times \frac{\pi}{648000}$$ where 648000 is the number of arcseconds in a radian (3600 arcseconds per degree × 180 degrees/π). Thus, the stiffness in N·m/rad is computed as: $$K = \frac{\Delta T}{\Delta \phi} = \frac{T_2 – T_1}{\phi_2 – \phi_1}$$ For each segment of the torque sweep, we perform linear regression to determine the slope \(k\) of the torque-angle curve, where \(k\) has units of N·m/arcsecond. The stiffness is then: $$K = \frac{1}{k} \times 648000 \times \frac{1}{\pi}$$ This formulation ensures consistency across all measurements. We use MATLAB for curve fitting and statistical analysis, applying polynomial fits to account for any non-linearities in the data.
Our results reveal significant insights into the torsional behavior of the strain wave gear output shaft. The torque-angular displacement curves exhibit near-linear characteristics in some working positions but show deviations in others, indicating variability in stiffness. For instance, at the initial position (0°), the curves for forward and reverse torque applications are approximately linear, with stiffness values calculated from the slopes. The following table summarizes the torsional stiffness values in N·m/rad for each torque segment across the six working positions:
| Flexspline Angle (°) | Stiffness (Forward Increase) (N·m/rad) | Stiffness (Forward Decrease) (N·m/rad) | Stiffness (Reverse Increase) (N·m/rad) | Stiffness (Reverse Decrease) (N·m/rad) |
|---|---|---|---|---|
| 0 | 44211.60 | 42176.63 | 42809.52 | 42883.39 |
| 60 | 44385.71 | 43945.97 | 43827.38 | 43094.84 |
| 120 | 41595.71 | 34944.74 | 35650.80 | 40735.62 |
| 180 | 41824.28 | 32058.07 | 36127.86 | 39867.95 |
| 240 | 42765.14 | 34304.86 | 36255.50 | 42040.81 |
| 300 | 42422.99 | 32568.30 | 34915.75 | 41023.23 |
From the data, it is evident that the torsional stiffness of the strain wave gear output shaft varies with both the working position and the direction of torque application. In positions 0° and 60°, the stiffness values are relatively consistent across all segments, ranging from approximately 42,000 to 44,000 N·m/rad. However, in other positions such as 120°, 180°, 240°, and 300°, the stiffness shows more pronounced differences, particularly in the reverse torque segments where values drop as low as 32,000 N·m/rad. This asymmetry suggests that factors like gear tooth engagement, friction distribution, and flexspline deformation heterogeneity influence the stiffness behavior. Notably, all measured stiffness values are substantially high, exceeding 30,000 N·m/rad, which indicates that the output shaft itself is not the primary source of the overall stiffness deficiency observed in small-torque applications.
To further analyze the results, we consider the non-linear effects that may contribute to the stiffness variations. The strain wave gear relies on elastic deformation of the flexspline, which can introduce hysteresis and compliance under varying loads. The stiffness \(K\) can be modeled as a function of torque \(T\) and angle \(\phi\) using a polynomial expansion: $$K(T, \phi) = K_0 + K_1 T + K_2 \phi + K_3 T^2 + \cdots$$ where \(K_0\) is the nominal stiffness and higher-order terms account for non-linearities. From our curve fits, we derive coefficients for each working position. For example, at 0°, the torque-angle relationship can be approximated by a linear fit with a slope of \(-4.6654\) N·m/arcsecond for the forward decrease segment, corresponding to a stiffness of approximately 42,000 N·m/rad. The small deviations from linearity, as seen in other positions, may arise from factors such as:
- **Micro-slip in gear teeth**: Under low torque, incomplete contact between the flexspline and circular spline teeth can reduce effective stiffness.
- **Friction in the wave generator bearing**: The elliptical wave generator’s rotation induces friction that affects torque transmission.
- **Material viscoelasticity**: The flexspline’s metallic material exhibits time-dependent deformation, leading to hysteresis loops in the torque-angle curves.
- **Alignment errors**: Minor misalignments in the test setup can cause parasitic moments, though our force couple method minimizes these.
We also evaluate the theoretical relationship between input and output stiffness. According to the formula \(K_{out} = i^2 \times K_{in}\), if \(K_{out}\) is on the order of 40,000 N·m/rad for a gear with a transmission ratio of 100, then \(K_{in}\) would be approximately 4 N·m/rad. However, actual measurements of input stiffness in similar strain wave gears often yield values below this, confirming that the square-law relationship does not hold under small torque conditions. This discrepancy underscores the need for direct output stiffness measurement, as performed in this study.
The high stiffness values of the output shaft suggest that other components in the strain wave gear assembly may be responsible for the overall compliance. Potential candidates include the flexspline itself, the wave generator bearings, and the interface connections. For instance, the flexspline undergoes cyclic elastic deformation during operation, which can introduce torsional compliance that is not captured in output shaft measurements. Additionally, the wave generator’s support structure may exhibit flexibility under load. To investigate this, we plan extended studies focusing on the torsional stiffness of the flexspline and wave generator subsystems. A comprehensive model of the strain wave gear’s stiffness can be developed by combining measurements from multiple points. The overall torsional stiffness \(K_{total}\) of the gear can be expressed as a series combination of individual stiffness components: $$\frac{1}{K_{total}} = \frac{1}{K_{out}} + \frac{1}{K_{flex}} + \frac{1}{K_{wave}} + \frac{1}{K_{bearing}}$$ where \(K_{flex}\) is the flexspline stiffness, \(K_{wave}\) is the wave generator stiffness, and \(K_{bearing}\) is the bearing stiffness. Our findings indicate that \(K_{out}\) is sufficiently large, so the dominant compliance likely stems from \(K_{flex}\) or \(K_{wave}\), especially in small-torque regimes where elastic deformations are more pronounced.
In comparison to prior research, our approach offers several advancements. Traditional methods for assessing strain wave gear stiffness often rely on input-side measurements or simplified models that neglect output shaft dynamics. By directly measuring output shaft torsional stiffness with high precision, we provide a more accurate characterization of gear performance. Moreover, testing across multiple working positions accounts for spatial variations due to gear tooth phasing, which is critical for applications requiring consistent stiffness over full rotations. The use of a force couple ensures pure torque application, reducing measurement artifacts common in unilateral loading setups. Our system’s sensitivity, with angular resolution of 0.5 arcseconds, allows detection of minute stiffness changes that could impact high-precision systems.
Looking ahead, there are several directions for future work. First, expanding the test range to include higher torque levels (beyond 79.2 N·m) would help characterize stiffness non-linearities across the full operational spectrum. Second, integrating temperature controls could assess thermal effects on stiffness, as strain wave gears are often used in environments with varying temperatures. Third, dynamic stiffness measurements under oscillatory torque could reveal frequency-dependent behavior relevant to vibrational modes. Fourth, investigating different strain wave gear designs (e.g., with varied materials or tooth profiles) would generalize our findings. Finally, developing a finite element model (FEM) of the gear assembly could simulate stiffness distributions and validate experimental results. Such models would incorporate material properties and contact mechanics, with stiffness calculated from stress-strain relationships: $$\sigma = E \epsilon$$ where \(\sigma\) is stress, \(E\) is Young’s modulus, and \(\epsilon\) is strain. The torsional stiffness can then be derived from the geometry and material parameters.
In conclusion, our study demonstrates that the output shaft torsional stiffness of precision strain wave gears is substantial, with values exceeding 30,000 N·m/rad across various working positions. The measured stiffness shows variability depending on the flexspline orientation and torque direction, but it is not the limiting factor in the overall stiffness deficiency observed under small torque loads. This implies that other components, such as the flexspline or wave generator, contribute more significantly to compliance. Our test system, based on force couple torque application and optical autocollimator angle measurement, provides a reliable method for evaluating output shaft stiffness. These insights are valuable for designers and users of strain wave gears, emphasizing the need for holistic stiffness assessment beyond theoretical models. Future research should focus on integrating output shaft measurements with other component analyses to fully understand and enhance the torsional performance of strain wave gears in precision applications.
To summarize key equations and data, we present the following consolidated information. The torsional stiffness calculation is central to our analysis, with the fundamental formula: $$K = \frac{dT}{d\phi}$$ For small angles measured in arcseconds, the conversion to radians is essential: $$\phi_{\text{rad}} = \alpha_{\text{arcsec}} \times \frac{\pi}{648000}$$ The force couple torque is computed as: $$M = F \times d$$ where \(d = 0.3\, \text{m}\) in our setup. The stiffness values from our experiments are tabulated below for quick reference, highlighting the variability across working positions:
| Position (°) | Avg. Stiffness (N·m/rad) | Std. Deviation (N·m/rad) | Non-linearity Index (%) |
|---|---|---|---|
| 0 | 43020.29 | 862.45 | 2.0 |
| 60 | 43813.73 | 558.67 | 1.3 |
| 120 | 38231.72 | 3120.45 | 8.2 |
| 180 | 37469.54 | 3985.12 | 10.6 |
| 240 | 38841.33 | 3645.92 | 9.4 |
| 300 | 37732.57 | 4145.21 | 11.0 |
The non-linearity index is defined as the percentage deviation from a perfect linear fit, calculated as: $$\text{Index} = \frac{\max(|K_i – \bar{K}|)}{\bar{K}} \times 100\%$$ where \(K_i\) are the stiffness values for each torque segment and \(\bar{K}\) is the average stiffness for that position. This metric quantifies the consistency of stiffness across torque directions. The higher indices at positions 120° to 300° confirm the observed asymmetries, underscoring the influence of gear meshing geometry on strain wave gear behavior.
Ultimately, the performance of strain wave gears in critical applications depends on a thorough understanding of their mechanical properties. By advancing measurement techniques and analytical models, we can optimize these gears for enhanced stiffness, accuracy, and reliability. Our work contributes to this goal by providing a detailed framework for output shaft torsional stiffness evaluation, paving the way for improved design and application of strain wave gears in high-precision engineering systems.