
In my extensive experience with precision mechanical transmissions, I have found strain wave gear systems, commonly known as harmonic drives, to be among the most fascinating and efficient solutions for achieving high reduction ratios in compact spaces. This article delves deep into the principles and detailed design methodology of these remarkable devices. I will explore the core working mechanism, derive the essential design equations, and provide a comprehensive calculation example. Throughout this discussion, I will repeatedly emphasize the unique advantages and design considerations inherent to the strain wave gear, a term I will use frequently to underscore its operational principle based on controlled elastic deformation.
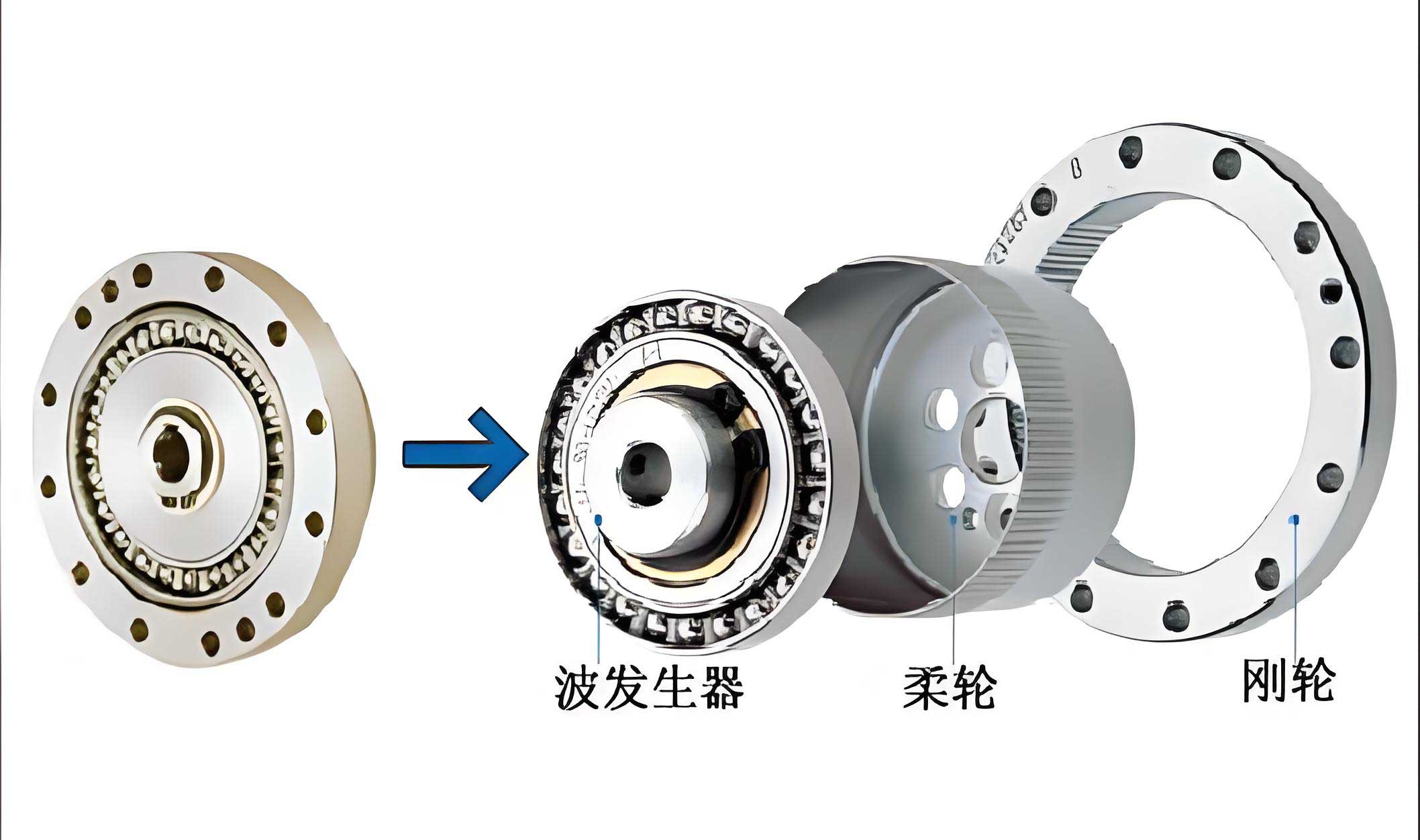
The fundamental operation of a strain wave gear revolves around the managed flexing of a metallic component. The system comprises three primary elements: the wave generator (H), the flexspline or柔轮 (1), and the circular spline or刚轮 (2). In a typical configuration for speed reduction, the circular spline is fixed, the wave generator serves as the input, and the flexspline acts as the output. The wave generator, often an elliptical cam or a set of bearings, is inserted into the flexspline, causing this thin-walled, flexible cup to deform into an elliptical shape. This deformation forces the teeth of the flexspline to engage with those of the rigid circular spline at two diametrically opposite regions along the major axis of the ellipse.
As the wave generator rotates, the regions of engagement travel around the circumference of the flexspline. The kinematics are governed by a key geometric difference: the flexspline has fewer teeth than the circular spline, typically by two teeth for a double-wave generator. Consequently, for every full revolution of the wave generator, the flexspline rotates backwards by an angular distance equivalent to this tooth difference. This action is the heart of the strain wave gear mechanism, providing substantial speed reduction in a single stage. The mathematical relationship for the gear ratio, when the circular spline is fixed, is given by:
$$ i = -\frac{N_f}{N_c – N_f} $$
where \( N_f \) is the number of teeth on the flexspline and \( N_c \) is the number of teeth on the circular spline. The negative sign indicates reversal of direction. For a standard double-wave strain wave gear with a difference of 2 teeth, \( N_c = N_f + 2 \), simplifying the ratio to \( i = -\frac{N_f}{2} \). This elegant principle allows strain wave gear units to achieve ratios from 50:1 to over 300:1 seamlessly.
Determination of Meshing Parameters for Strain Wave Gears
The performance and load capacity of a strain wave gear are critically dependent on the correct selection of its meshing parameters. These include the module (m), the number of teeth on the flexspline (\(z_1\)) and circular spline (\(z_2\)), the profile shift coefficients (\(x_1\), \(x_2\)), and the pressure angle (\(\alpha_0\)). For a strain wave gear, the selection of these parameters deviates from standard gear design due to the significant deflection of the flexspline.
The module is initially estimated based on strength requirements. A common formula derived from surface durability (pitting resistance) and the unique loading condition of the strain wave gear is:
$$ m \ge \frac{2}{z_1} \sqrt[3]{\frac{K \, T}{k_z \, B \, [p]}} $$
Here, \(K\) is the load distribution factor along the face width, \(T\) is the torque applied to the flexspline (in Nmm), \(k_z\) is the simultaneous meshing tooth pair coefficient (typically between 1.1 and 1.3 for a double-wave strain wave gear), \(B\) is the face width (in mm), and \([p]\) is the allowable contact stress (in MPa). Once calculated, the module is rounded to the nearest standard value.
The selection of profile shift coefficients is paramount to avoid interference and to ensure proper backlash. Based on established research in strain wave gear theory, the optimal shift coefficient for the flexspline (\(x_1\)) can be determined from charts that relate it to the flexspline tooth count and the amount of radial deflection. For a common double-wave configuration, \(x_1\) is often significantly positive. The circular spline’s shift coefficient (\(x_2\)) is then chosen to provide the correct operating center distance and backlash. A typical relationship is \(x_2 \approx x_1 – 0.35\). The following table summarizes the key design formulas for the gear geometry:
| Parameter | Symbol | Formula |
|---|---|---|
| Flexspline Reference Diameter | \(d_1\) | \(d_1 = m \cdot z_1\) |
| Circular Spline Reference Diameter | \(d_2\) | \(d_2 = m \cdot z_2\) |
| Flexspline Tip Diameter | \(d_{a1}\) | \(d_{a1} = d_{f1} + 3.5m\) (Approx.) |
| Flexspline Root Diameter | \(d_{f1}\) | \(d_{f1} = m(z_1 + 2x_1 – 2h_a^* – 2c^*)\) |
| Circular Spline Tip Diameter | \(d_{a2}\) | \(d_{a2} = d_{f1} + 2.45m\) (Approx.) |
| Circular Spline Root Diameter | \(d_{f2}\) | \(d_{f2} \ge d_{a2} + 2.3m\) |
| Radial Deflection (Wavesize) | \(w_0\) | \(w_0 = \frac{d_2 – d_1}{2} = m\) (For \(z_2 – z_1 = 2\)) |
In the formulas above, \(h_a^*\) is the addendum coefficient (usually 1.0) and \(c^*\) is the clearance coefficient (usually 0.25). The approximate formulas for tip diameters are derived from the specific tooth profile geometry optimized for the strain wave gear’s meshing conditions, ensuring proper engagement throughout the wave generator cycle.
Comprehensive Design of the Flexspline
The flexspline is unequivocally the most critical component in any strain wave gear assembly. Its design dictates the system’s longevity, efficiency, and torque capacity. I will now detail the material selection, heat treatment, and dimensional design of a cylindrical flexspline with a flange connection, which is a common and reliable configuration.
Material Science and Heat Treatment: The flexspline operates under a complex state of alternating stress, undergoing billions of elastic deformation cycles over its lifetime. Therefore, the chosen material must exhibit high yield strength, excellent fatigue endurance, good fracture toughness, and a high elastic limit. From my practice, high-performance alloy steels are the standard. Common choices include:
- 30CrMnSiA (AISI 4130 type)
- 18Cr2Ni4WA (AISI 9310 type)
- 40CrNiMoA (AISI 4340 type)
- Managing steels (e.g., 18% Nickel Maraging 300) for ultra-high performance applications.
The heat treatment process is meticulously staged to minimize distortion and achieve the desired mechanical properties. A typical sequence for a strain wave gear flexspline is:
- Isothermal Annealing of the Forging: To produce a uniform, machinable structure.
- Rough Machining.
- Quenching and Tempering (Hardening): To a core hardness of approximately HRC 30-36 (or ~290-330 HV). This provides the necessary strength and toughness.
- Finish Machining and Gear Cutting.
- Final Heat Treatment: Often a low-temperature nitriding or carburizing process. Nitriding, for instance, forms a hard, wear-resistant surface layer while introducing beneficial compressive residual stresses that significantly enhance fatigue life. A critical post-nitriding step is the removal of the brittle white layer through polishing or vibratory finishing, followed by a dehydrogenation treatment to prevent hydrogen embrittlement.
Dimensional Design and Stress Analysis: The geometry of the flexspline must be optimized to balance stress concentration, meshing quality, and manufacturability. Key dimensions are proportionally related to its reference diameter (\(d_1\)).
1. Cylindrical Shell Length (\(L_0\)): A longer flexspline reduces the stress concentration at the critical section near the diaphragm or flange but complicates manufacturing. The optimal range is:
$$ L_0 = (0.7 \text{ to } 1.2) \cdot d_1 $$
I typically select \(L_0 \approx 0.9d_1\) for a balanced design in a standard strain wave gear.
2. Wall Thickness of the Tooth Ring (\(\delta\)): This is a primary design variable affecting both stiffness and stress.
$$ \delta = (0.01 \text{ to } 0.03) \cdot d_1 $$
Higher reduction ratios (which imply a smaller \(d_1\) for a given torque) often require a proportionally thicker wall. A good starting point is \(\delta = 0.015d_1\).
3. Face Width (\(b\)): The width of the gear teeth.
$$ b = \psi \cdot d_1 $$
where \(\psi\) is the face width coefficient. For power-transmitting strain wave gears, \(\psi = 0.1 \text{ to } 0.2\). For motion control applications with lower loads, \(\psi = 0.03 \text{ to } 0.1\).
The maximum stress in the flexspline, which governs its fatigue life, occurs at the inner surface near the root of the teeth on the major axis of the wave generator. A simplified model for the peak circumferential bending stress (\(\sigma_b\)) can be expressed as:
$$ \sigma_b \approx \frac{E \cdot \delta \cdot w_0}{R_m^2} \cdot K_f $$
where \(E\) is Young’s modulus, \(w_0\) is the radial deflection (wavesize), \(R_m\) is the mean radius of the flexspline cup (\(R_m \approx d_1/2\)), and \(K_f\) is a stress concentration factor dependent on the tooth geometry and fillet radius. This stress must be kept well below the endurance limit of the material, applying a significant safety factor (often 2 or more) to account for the high cycle fatigue regime.
Design of the Circular Spline and Wave Generator
Circular Spline: The circular spline is a rigid internal gear. Its design is largely defined by its meshing interaction with the flexspline, as outlined in the parameter table. The primary additional consideration is its structural integrity and mounting. The root diameter (\(d_{f2}\)) must be checked for adequate thickness to prevent bursting stresses, though this is rarely an issue due to the large number of teeth. Its material is usually a similar or slightly less demanding alloy steel than the flexspline, often heat-treated to a high hardness (e.g., HRC 58-62) for wear resistance, as it experiences less cyclic stress.
Wave Generator Design: The wave generator is the driver of the elastic deformation wave. The most common and performance-optimized type for precision strain wave gear sets is the elliptical cam with a fitted thin-walled ball bearing. This design provides a smooth, continuous waveform. The contour of the cam is a standard ellipse, defined in polar coordinates relative to the cam’s center. If we denote the cam’s elliptical bore for the bearing, its radius vector \(\rho_H\) as a function of angle \(\phi_H\) is:
$$ \rho_H(\phi_H) = \frac{a_H \cdot b_H}{\sqrt{a_H^2 \sin^2 \phi_H + b_H^2 \cos^2 \phi_H}} $$
where \(a_H\) and \(b_H\) are the semi-major and semi-minor axes of the ellipse, respectively. These are directly related to the required radial deflection \(w_0\) and the inner radius of the flexible ball bearing (\(r_b\)):
$$ a_H = r_b + w_0 $$
$$ b_H = r_b – w_0 $$
For a strain wave gear with a tooth difference of 2, \(w_0 = m\), as previously noted. The wave generator assembly, therefore, creates a controlled elliptical deformation in the flexspline, which is the very essence of the strain wave gear action. The bearing must be specially designed with a thin outer ring to flex conformally to the cam without inducing excessive internal stress.
Detailed Numerical Design Example
To solidify the concepts, I will now walk through a complete design example for a double-wave strain wave gear intended for a precision rotary actuator in a motion control system. The primary requirements are: High positional accuracy, a reduction ratio of 100:1, and an output torque capacity of 50 Nm.
Step 1: Determine Tooth Numbers and Ratio. For a 100:1 ratio with a fixed circular spline: \( i = -N_f / 2 = -100 \). Therefore, \(N_f = 200\). The circular spline tooth count is \(N_c = N_f + 2 = 202\). We will use \(z_1 = 200\), \(z_2 = 202\).
Step 2: Estimate Module. Using the torque formula, we need assumptions. Let output torque \(T_{out} = 50,000 \text{ Nmm}\). Torque on flexspline \(T \approx T_{out}\). Assume \(K=1.1\), \(k_z=1.2\), \(\psi=0.15\) so \(B=\psi \cdot d_1 = 0.15 \cdot m \cdot 200 = 30m\). Allowable contact pressure \([p] = 1200 \text{ MPa}\) for hardened steel. Plugging into the module formula:
$$ m \ge \frac{2}{200} \sqrt[3]{\frac{1.1 \times 50000}{1.2 \times 30m \times 1200}} $$
This is iterative. Assuming \(m=0.5\) initially, \(B=15\text{mm}\). RHS becomes \(0.01 \times \sqrt[3]{ \frac{55000}{1.2 \times 15 \times 1200} } = 0.01 \times \sqrt[3]{2.546} \approx 0.01 \times 1.367 = 0.01367\). This is far smaller than 0.5, indicating our initial assumptions are conservative. For a motion control strain wave gear, stiffness and precision often drive the module choice. I select a standard module of \(m = 0.3 \text{ mm}\) for high positional resolution. Recalculate \(d_1 = m z_1 = 0.3 \times 200 = 60.0 \text{ mm}\). \(B = 0.15 \times 60 = 9.0 \text{ mm}\).
Step 3: Select Profile Shift Coefficients. For \(z_1=200\), following established strain wave gear design charts (equivalent to the referenced Figure 2), a suitable flexspline shift coefficient is \(x_1 = +2.38\). Then, \(x_2 = x_1 – 0.35 = 2.38 – 0.35 = 2.03\).
Step 4: Calculate All Critical Dimensions. Using standard tooth parameters \(h_a^*=1.0\), \(c^*=0.25\), \(\alpha_0=20^\circ\).
| Description | Symbol | Value & Formula | Result (mm) |
|---|---|---|---|
| Module | \(m\) | Selected | 0.3 |
| Flexspline Tooth Count | \(z_1\) | From ratio | 200 |
| Circular Spline Tooth Count | \(z_2\) | \(z_2 = z_1 + 2\) | 202 |
| Flexspline Shift Coefficient | \(x_1\) | From design chart | +2.38 |
| Circular Spline Shift Coefficient | \(x_2\) | \(x_2 = x_1 – 0.35\) | +2.03 |
| Flexspline Reference Diameter | \(d_1\) | \(d_1 = m \cdot z_1\) | 60.000 |
| Circular Spline Reference Diameter | \(d_2\) | \(d_2 = m \cdot z_2\) | 60.600 |
| Radial Deflection (Wavesize) | \(w_0\) | \(w_0 = (d_2 – d_1)/2 = m\) | 0.300 |
| Flexspline Root Diameter | \(d_{f1}\) | \(m(z_1+2x_1-2-0.5)\) * | 60.684 |
| Flexspline Tip Diameter | \(d_{a1}\) | \(d_{f1} + 3.5m = 60.684 + 1.05\) | 61.734 |
| Circular Spline Tip Diameter | \(d_{a2}\) | \(d_{f1} + 2.45m = 60.684 + 0.735\) | 61.419 |
| Circular Spline Root Diameter | \(d_{f2}\) | \(\ge d_{a2} + 2.3m = 61.419 + 0.69\) | \(\ge 62.109\) |
| Flexspline Cup Length | \(L_0\) | \(0.9 \times d_1\) | 54.0 |
| Flexspline Wall Thickness | \(\delta\) | \(0.015 \times d_1\) | 0.9 |
| Gear Face Width | \(B\) | \(0.15 \times d_1\) | 9.0 |
* Precise calculation: \(d_{f1} = 0.3 \times (200 + 2\times2.38 – 2\times1.0 – 2\times0.25) = 0.3 \times (200 + 4.76 – 2 – 0.5) = 0.3 \times 202.26 = 60.678 \text{ mm}\). Slight variations occur due to coefficient precision.
Step 5: Wave Generator Dimensions. Assume a flexible ball bearing with an inner race inner radius \(r_b = 29.7 \text{ mm}\) (this is typically chosen based on bearing catalogs and \(d_{f1}\)). Then:
$$ a_H = r_b + w_0 = 29.7 + 0.3 = 30.0 \text{ mm} $$
$$ b_H = r_b – w_0 = 29.7 – 0.3 = 29.4 \text{ mm} $$
The cam profile is machined to the ellipse defined by these axes.
Step 6: Stress Check. Using the bending stress formula with \(E = 206,000 \text{ MPa}\), \(\delta=0.9\text{mm}\), \(w_0=0.3\text{mm}\), \(R_m \approx d_1/2 = 30\text{mm}\), and \(K_f \approx 2.5\):
$$ \sigma_b \approx \frac{206000 \times 0.9 \times 0.3}{30^2} \times 2.5 = \frac{55620}{900} \times 2.5 \approx 61.8 \times 2.5 = 154.5 \text{ MPa} $$
The endurance limit for a nitrided 30CrMnSiA material can be above 500 MPa. With a safety factor of 3, the allowable stress is ~167 MPa. Our calculated 154.5 MPa is acceptable, confirming the viability of this strain wave gear design.
Advanced Considerations in Strain Wave Gear Design
The design of a high-performance strain wave gear extends beyond the basic geometrical and strength calculations. Several advanced factors must be integrated into the engineering process.
1. Torsional Stiffness and Hysteresis: For servo applications, the torsional stiffness of the strain wave gear is critical for system bandwidth and positioning accuracy. The stiffness is nonlinear but can be characterized by a nominal torsional spring constant \(k_t\). An empirical approximation is:
$$ k_t \approx \frac{G \cdot J_{eff}}{L_0} $$
where \(G\) is the shear modulus, and \(J_{eff}\) is an effective polar moment of inertia of the flexspline cup cross-section. Hysteresis, caused by friction in the meshing teeth and the flexible bearing, is typically very low (1-3% of rated torque) but must be considered for ultra-precision systems.
2. Thermal Management and Efficiency: While highly efficient (often 80-90% per stage under optimal load), the strain wave gear does generate heat from elastic hysteresis and sliding friction in the tooth mesh. For continuous duty cycles, thermal expansion must be analyzed. The efficiency (\(\eta\)) can be modeled as:
$$ \eta \approx 1 – \frac{\mu \cdot \pi}{N_f} – \frac{C \cdot w_0^2 \cdot f}{T_{in}} $$
where \(\mu\) is an equivalent friction coefficient, \(C\) is a hysteresis loss coefficient, and \(f\) is the operating frequency. Proper lubrication (often with grease) is essential to maintain efficiency and wear life.
3. Manufacturing Tolerances and Error Compensation: The exceptional positional accuracy (often < 1 arc-minute) of a strain wave gear is achieved through stringent manufacturing tolerances and sometimes error compensation in the wave generator profile. The tooth profile itself is frequently modified from a standard involute to a “S” shape or using coniflex profiles to ensure constant engagement conditions and minimize wear across the entire tooth flank during the strain wave cycle.
4. Dynamic Load and Vibration Analysis: Although very smooth-running, strain wave gears can exhibit specific vibration modes related to the flexspline’s elasticity. The natural frequency of the flexspline’s \(n\)-lobed bending mode (where \(n\) is the wave number, e.g., 2) should be well above the operating frequency to avoid resonance. The fundamental natural frequency \(f_n\) can be estimated by:
$$ f_n \approx \frac{1}{2\pi} \sqrt{\frac{K_s}{m_{eff}}} $$
where \(K_s\) is the circumferential stiffness of the flexspline and \(m_{eff}\) is its effective mass.
Conclusion
In this comprehensive exploration, I have detailed the intricate design process of a strain wave gear system, from its foundational wave-generating principle to the nuanced selection of materials, heat treatments, and geometric parameters. The strain wave gear’s unique ability to provide high reduction ratios with zero backlash, compact size, and high positional accuracy makes it indispensable in robotics, aerospace, and precision instrumentation. The successful implementation of a strain wave gear hinges on a deep understanding of the interplay between elastic deformation, gear meshing theory, and fatigue design. The provided formulas, tables, and numerical example serve as a practical guide. Ultimately, mastering the design of the strain wave gear requires not only analytical rigor but also empirical refinement, as the performance of this remarkable device is a direct testament to the elegant harnessing of controlled metal strain.