
Strain wave gear transmission, also known as harmonic drive, is a relatively novel transmission method that emerged in the mid-20th century. It is characterized by its compact size, light weight, high transmission ratio, and high transmission precision. These attributes have led to its widespread application in numerous fields such as aerospace, nuclear facilities, electronics, robotics, and medical devices. In certain applications, particularly in aerospace, stringent requirements are placed on the volume, net mass, and load-bearing capacity of strain wave gear systems. The operational conditions in these scenarios often involve short working durations and high overloads. Designing a strain wave gear that can meet both volume and mass constraints while withstanding extreme loads presents a significant challenge for engineers.
Within the strain wave gear assembly, the flexspline is the critical component that limits load-bearing capacity. It is the weak link and a key factor constraining the miniaturization and lightweight development of strain wave gear drives. Therefore, investigating the stress state of the flexspline is of paramount importance. In this study, I utilize the finite element analysis software ABAQUS to establish a model of a strain wave gear transmission and analyze the influence of several crucial structural parameters of the flexspline on its stress distribution. The aim is to provide a foundation for the design of more compact and lighter strain wave gear systems capable of handling short-duration, high-overload conditions.
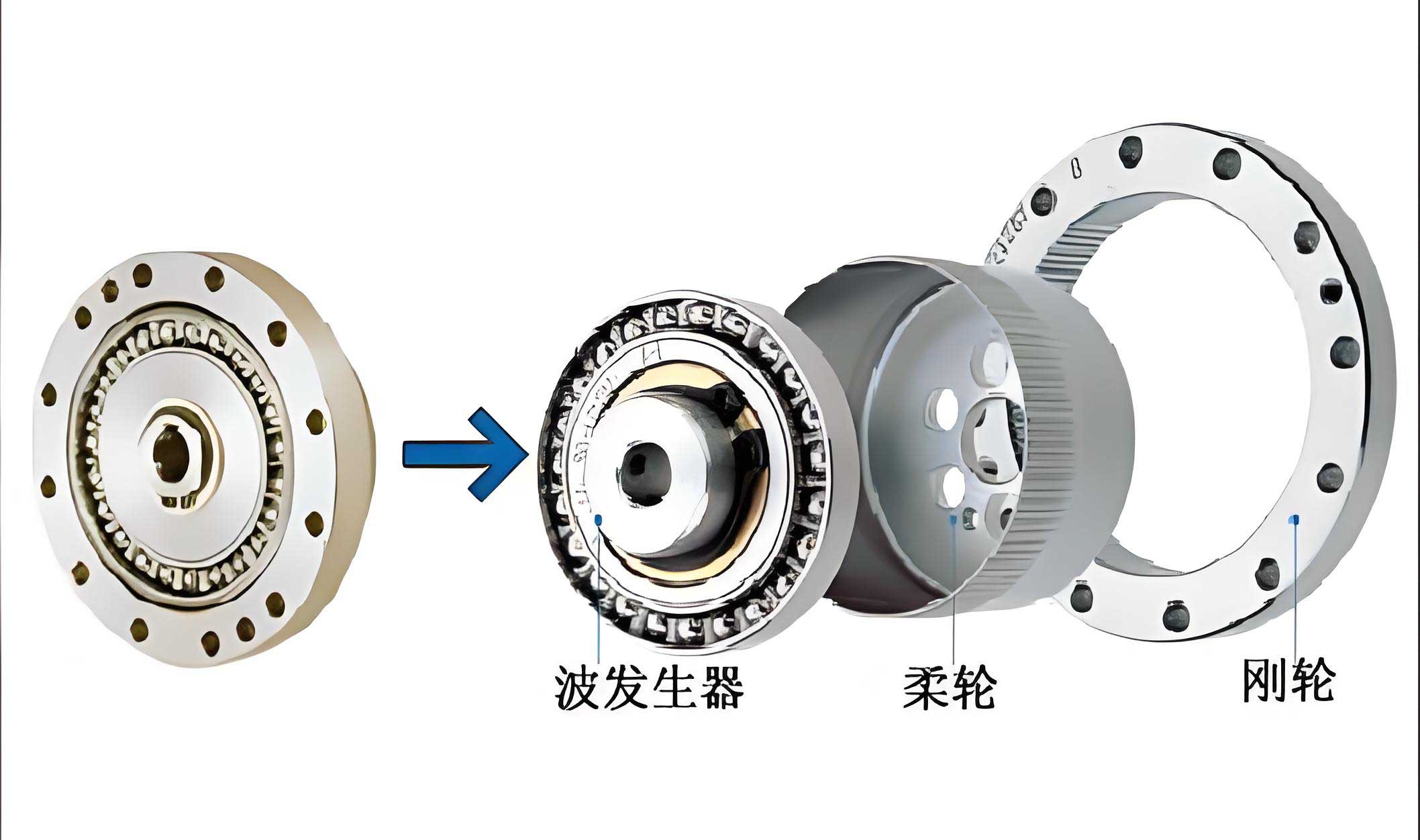
The fundamental principle of the strain wave gear relies on the controlled elastic deformation of a flexible component. The system primarily consists of three elements: a rigid circular spline, a flexible spline (flexspline), and a wave generator. The wave generator, typically an elliptical cam or a set of bearings, deforms the flexspline, which has external teeth, into an elliptical shape. This deformation causes the teeth of the flexspline to engage with the internal teeth of the rigid circular spline at two diametrically opposite regions. As the wave generator rotates, the engagement zones move, resulting in a relative rotation between the flexspline and the circular spline. The high reduction ratio is achieved due to the difference in the number of teeth between the two splines. The kinematic relationship can be expressed as:
$$ i = \frac{\omega_{generator}}{\omega_{flexspline}} = -\frac{z_{flexspline}}{z_{circular\ spline} – z_{flexspline}} $$
where $i$ is the reduction ratio, $\omega$ denotes angular velocity, and $z$ represents the number of teeth. The negative sign indicates opposite rotation directions.
My analysis focuses on a cup-type flexspline, which is common for its suitability in transmitting torque. The bottom of the cup is connected to the output shaft via a flange. For this study, a double-wave transmission configuration is adopted. To manage computational cost while maintaining accuracy in this contact-intensive system, I employ 8-node linear reduced integration hexahedral elements (C3D8R). Secondary elements are avoided due to potential contact complications. The materials are selected as follows: 40Cr for the circular spline, 35CrMnSiA for the flexspline, and 45 steel for the wave generator assembly. A key simplification in modeling involves representing the wave generator (elliptical cam and flexible bearing) as a rigid ring with a specially profiled outer contour. This contour is defined by a large-radius arc segment, which approximates the deformation of the flexible bearing’s outer race when pressed by the flexspline, thereby inducing the required elliptical deformation in the flexspline. The core geometric and mesh models are constructed within ABAQUS.
The primary meshing and structural parameters for the strain wave gear model are summarized in the table below. These parameters form the baseline for the parametric studies.
| Parameter | Symbol | Value | Unit |
|---|---|---|---|
| Module | $m$ | 0.6 | mm |
| Pressure Angle | $\alpha$ | 20 | ° |
| Flexspline Profile Shift Coefficient | $x_1$ | 2.55 | – |
| Circular Spline Profile Shift Coefficient | $x_2$ | 2.675 | – |
| Number of Teeth on Flexspline | $z_1$ | 120 | – |
| Number of Teeth on Circular Spline | $z_2$ | 122 | – |
| Flexspline Root Diameter | $d_{f1}$ | 73.44 | mm |
| Flexspline Tip Diameter | $d_{a1}$ | 75.52 | mm |
| Circular Spline Root Diameter | $d_{f2}$ | 77.55 | mm |
| Circular Spline Tip Diameter | $d_{a2}$ | 75.2 | mm |
| Tooth Width | $B_2$ | 11 | mm |
| Flexspline Inner Diameter | $d$ | 72 | mm |
| Max. Radial Deformation | $\omega_0$ | 0.57 | mm |
| Distance from Teeth to Cup Rim | $B_2$ | 2.5 | mm |
| Flange Diameter | $d_2$ | 46 | mm |
| Flange Bore Diameter | $d_1$ | 24 | mm |
| Tooth Root Fillet Radius | $R_1$ | 2 | mm |
| Cup Bottom Transition Fillet | $R_2$ | 1.5 | mm |
| Flange Transition Fillet | $R_3$ | 2 | mm |
| Nominal Rated Torque | $T_{rated}$ | 90 | N·m |
The von Mises stress is used as the failure criterion to evaluate the stress state, as it effectively combines multi-axial stress components into an equivalent tensile stress for ductile materials like 35CrMnSiA. The von Mises stress $\sigma_{vm}$ is calculated from the principal stresses or stress tensor components:
$$ \sigma_{vm} = \sqrt{\frac{1}{2}\left[(\sigma_1 – \sigma_2)^2 + (\sigma_2 – \sigma_3)^2 + (\sigma_3 – \sigma_1)^2 \right]} = \sqrt{\frac{3}{2}s_{ij}s_{ij}} $$
where $\sigma_1, \sigma_2, \sigma_3$ are principal stresses and $s_{ij}$ are the deviatoric stress components.
Influence of Depth-to-Diameter Aspect Ratio
The cup-type flexspline’s cylindrical body length significantly influences stress distribution. The bottom of the cup experiences minimal deformation, which disrupts the ideal deformation pattern along the tooth rim, leading to stress concentration. To mitigate this, the axial length $L$ is often designed to be sufficiently large. I define the depth-to-diameter aspect ratio as $n = L / d$, where $d$ is the inner diameter of the flexspline’s cylindrical section. The parameter $L$ is varied to study its effect under three loading conditions: no-load ($T=0$ N·m), rated load ($T=90$ N·m), and high overload ($T=270$ N·m, representing 300% of rated torque). The maximum von Mises stress in the entire flexspline is extracted from the FEA results for each configuration.
| Depth-to-Diameter Ratio $n = L/d$ | Max. Stress at $T=0$ N·m (MPa) | Max. Stress at $T=90$ N·m (MPa) | Max. Stress at $T=270$ N·m (MPa) |
|---|---|---|---|
| 0.35 | 662.9 | 682.9 | 830.2 |
| 0.40 | 479.7 | 524.5 | 683.4 |
| 0.45 | 356.5 | 410.5 | 470.5 |
| 0.50 | 270.3 | 333.0 | 444.6 |
| 0.55 | 206.1 | 272.7 | 442.4 |
| 0.60 | 167.2 | 250.9 | 440.6 |
| 0.65 | 135.4 | 245.7 | 439.5 |
| 0.70 | 114.9 | 245.2 | 438.6 |
| 0.75 | 102.4 | 241.6 | 437.6 |
| 0.80 | 86.4 | 243.7 | 437.5 |
| 0.85 | 75.6 | 244.8 | 436.4 |
| 0.90 | 66.6 | 245.5 | 437.2 |
The data reveals a clear trend. For $n < 0.5$, the maximum stress increases dramatically as $n$ decreases, under all load cases. This is due to the strong boundary effect from the rigid cup bottom, which constrains deformation and creates high bending stresses. For $n > 0.5$, the rate of stress reduction diminishes considerably, and the curves become nearly flat, especially under load. Under high overload, the stress plateaus around 437-444 MPa for $n \ge 0.5$. This indicates that increasing the length beyond a certain point yields minimal benefit for stress reduction but adds mass and volume. Therefore, for the goal of miniaturizing the strain wave gear, an optimal aspect ratio exists. In this specific design, a value of $n \approx 0.5$ appears to be a sensible compromise, effectively isolating the tooth engagement zone from the cup bottom’s influence without excessive material usage. This finding is crucial for compact strain wave gear design.
Influence of Wall Thickness
The wall thickness $\delta$ of the flexspline’s cylindrical section has a complex, dual-effect on stress. Increasing $\delta$ raises the flexural stiffness, which tends to increase bending stresses for a given imposed radial deformation by the wave generator. Conversely, a thicker wall reduces the shear stress caused by transmitted torque $T$, as the polar moment of inertia increases. The torsional shear stress $\tau$ can be approximated for a thin-walled cylinder as:
$$ \tau \approx \frac{T}{2 \pi \delta r_m^2} $$
where $r_m$ is the mean radius. The equivalent von Mises stress combines bending and torsional components. I analyze the maximum von Mises stress for varying wall thickness under the same three load levels. The relative wall thickness is defined as $\delta / d$.
| Wall Thickness $\delta$ (mm) | Relative Thickness $\delta/d$ | Max. Stress at $T=0$ N·m (MPa) | Max. Stress at $T=90$ N·m (MPa) | Max. Stress at $T=270$ N·m (MPa) |
|---|---|---|---|---|
| 0.35 | 0.00486 | 71.3 | 256.1 | 591.4 |
| 0.40 | 0.00556 | 82.0 | 251.9 | 553.4 |
| 0.45 | 0.00625 | 90.0 | 249.1 | 523.6 |
| 0.50 | 0.00694 | 98.5 | 247.0 | 499.5 |
| 0.55 | 0.00764 | 105.3 | 245.7 | 479.8 |
| 0.60 | 0.00833 | 111.4 | 245.0 | 463.5 |
| 0.65 | 0.00903 | 117.0 | 244.8 | 450.1 |
| 0.70 | 0.00972 | 122.3 | 245.0 | 438.9 |
| 0.75 | 0.01042 | 127.3 | 245.6 | 429.6 |
The results demonstrate the competing mechanisms. Under no-load ($T=0$ N·m), stress monotonically increases with wall thickness, as the dominant factor is the increased bending stiffness resisting the wave generator’s deformation. At the rated load ($T=90$ N·m), a minimum stress is observed around $\delta = 0.6$ mm ($\delta/d \approx 0.0083$). For smaller thicknesses, the high torsional shear stress dominates the increase in von Mises stress. For larger thicknesses, the increasing bending stress begins to outweigh the benefit of reduced shear, causing a slight upward trend. Under high overload ($T=270$ N·m), the shear stress contribution is so substantial that increasing wall thickness continuously reduces the maximum equivalent stress, despite the rising bending component. The stress drops from 591.4 MPa to 429.6 MPa as $\delta$ increases from 0.35 mm to 0.75 mm.
This has direct implications for strain wave gear design in short-duration, high-overload applications, such as aerospace actuators. A thicker wall is advantageous because it significantly lowers peak stress under extreme torque and also increases the torsional stiffness of the flexspline. Higher torsional stiffness reduces angular deflection under load, thereby minimizing backlash and improving positional accuracy—a critical requirement in servo systems. Consequently, for such demanding strain wave gear applications, selecting a relatively large wall thickness is recommended. Based on this analysis, a relative wall thickness $\delta/d$ of at least 0.0083 is advisable, with potential for further increase depending on the specific overload factor and accuracy requirements.
Influence of Cup Bottom Taper Angle
The transition region between the cup’s cylindrical wall and the bottom flange is a common site for stress concentration and potential fatigue failure due to cyclic loading. A design feature to ameliorate this is introducing a taper angle $\gamma$ at the cup bottom, creating a gradual thickness transition from the cylindrical wall to the flange instead of an abrupt change via a fillet alone. This tapering helps distribute stress more smoothly. I investigate the effect of $\gamma$ on the maximum von Mises stress specifically in the cup bottom region under the three torque conditions.
| Cup Bottom Taper Angle $\gamma$ (degrees) | Max. Cup Bottom Stress at $T=0$ N·m (MPa) | Max. Cup Bottom Stress at $T=90$ N·m (MPa) | Max. Cup Bottom Stress at $T=270$ N·m (MPa) |
|---|---|---|---|
| 0.0 | 9.1 | 67.0 | 173.8 |
| 0.5 | 9.4 | 61.5 | 157.1 |
| 1.0 | 9.7 | 56.0 | 142.8 |
| 1.5 | 10.5 | 51.7 | 131.4 |
| 2.0 | 10.6 | 48.6 | 121.7 |
| 2.5 | 11.5 | 49.3 | 114.1 |
| 3.0 | 12.1 | 49.8 | 114.7 |
| 3.5 | 12.2 | 49.8 | 114.7 |
| 4.0 | 12.7 | 50.4 | 115.2 |
Under no-load, the stress in the cup bottom slightly increases with $\gamma$, as the tapered section adds localized stiffness, slightly altering the bending deformation pattern. However, under load, the benefit is pronounced. For both $T=90$ N·m and $T=270$ N·m, the maximum cup bottom stress decreases significantly as $\gamma$ increases from 0° to approximately 2°. Beyond this point (around 2° to 2.5°), the stress reduction effect saturates, and values remain relatively constant or even exhibit a negligible increase. The optimal taper angle appears to be in the range of $2.0°$ to $2.5°$. The physical explanation is that the taper provides a more compliant transition, reducing the stress concentration factor at the root of the cup. For higher loads, a slightly larger angle within this optimal range may be marginally better. Incorporating this simple geometric feature is therefore a highly effective strategy for enhancing the fatigue life and reliability of the flexspline in a strain wave gear, especially under high overloads, with minimal impact on mass or volume.
Integrated Discussion and Design Synthesis
The parametric studies collectively inform a holistic design strategy for miniaturized, lightweight strain wave gears intended for short-duration, high-overload service. The interactions between parameters are complex, but some general principles emerge. The depth-to-diameter ratio $n$ should be sufficient to decouple the stress field in the teeth from the rigid cup bottom. A value near 0.5 is optimal, as further increases yield diminishing returns on stress reduction while increasing size and mass. The wall thickness $\delta$ should be chosen considering the expected overload. For applications with significant overloads, a thicker wall is beneficial for both stress reduction and improved torsional stiffness (reduced backlash). A relative thickness $\delta/d \ge 0.0083$ is a good starting point. The cup bottom taper angle $\gamma$ is a powerful local optimization; a value of $2°$ to $2.5°$ effectively minimizes stress concentration in this critical region.
These findings must be integrated with other design constraints for the strain wave gear, such as tooth geometry optimization for load distribution, material heat treatment for enhanced strength, and manufacturing considerations. The finite element model itself can be refined by including more detailed contact definitions, non-linear material properties, and dynamic loading conditions. However, the current static analysis provides a solid foundation for initial sizing and optimization under peak load scenarios typical of short-duration missions.
In conclusion, through systematic finite element analysis using ABAQUS, I have quantified the influence of key flexspline structural parameters—depth-to-diameter aspect ratio, wall thickness, and cup bottom taper angle—on the stress state within a strain wave gear transmission. The analysis specifically targeted operational conditions involving short working times and high overloads, common in advanced aerospace and robotic applications. The results provide clear guidance: an aspect ratio around 0.5, a relatively thick wall (e.g., $\delta/d \approx 0.0083$ or greater), and a cup bottom taper of approximately $2°$ to $2.5°$ constitute an optimized parameter set that balances minimal stress, compact size, and light weight. This work contributes directly to the engineering knowledge base, enabling more rational and efficient design of next-generation, high-performance strain wave gear systems. The methodologies and insights presented here are applicable to the ongoing pursuit of miniaturization and performance enhancement in precision motion control through strain wave gear technology.